Principer och processer för bearbetning av elektriska trådurladdningar

Trådgnist, allmänt känd som trådgnistning eller WEDM, är en högprecisionsprocess som används för att skära elektriskt ledande material. Till skillnad från fräsning eller svarvning förlitar sig trådgnist inte på mekanisk skärkraft. Den avlägsnar material genom kontrollerade elektriska gnistor som genereras mellan en tunn rörlig tråd och arbetsstycket. GF Machining Solutions beskriver trådgnistning som en process där en elektrisk gnista skapas mellan två ledande delar: skärtråden och materialet som avlägsnas.
Detta gör trådgnistning värdefull för hårda metaller, tunna detaljer, vassa innerhörn och komplexa profiler som är svåra att bearbeta med vanliga skärverktyg. Makino noterar att Gnistgnist är lämplig för ledande material av alla hårdheter och är användbar när konventionell fräsning når sina gränser. För flyg- och rymdteknik, medicintekniska produkter, fordonsindustrin, robotteknik, verktyg och industriell utrustning väljs trådgnist ofta när noggrannhet, materialhårdhet och geometri är viktigare än hög materialavverkningshastighet.
På Snabbmodell, en precisionstillverkningsfabrik baserad i Shenzhen, Kina, används trådgnist tillsammans med CNC-bearbetning, CNC-svarvning, CNC-fräsning, slipning, plåttillverkning, 3D-utskrift och ytbehandling för att stödja prototyp- och lågvolymsproduktionsprojekt. Rapid-Models CNC-bearbetningstjänster belyser toleranskapacitet ner till ±0,005 mm och ISO 9001 kvalitetsledning.
Hur trådgnist fungerar
Grundprincipen för trådgnistning är gnisterosion. En tunn trådelektrod, vanligtvis mässing eller belagd mässing, rör sig kontinuerligt längs en programmerad CNC-bana. Tråden och arbetsstycket är separerade av ett mycket litet mellanrum och spolas med dielektrisk vätska, vanligtvis avjoniserat vatten. När spänning appliceras uppstår en elektrisk urladdning över gapet. Gnistan genererar intensiv lokal värme, vilket smälter eller förångar en mikroskopisk mängd material.
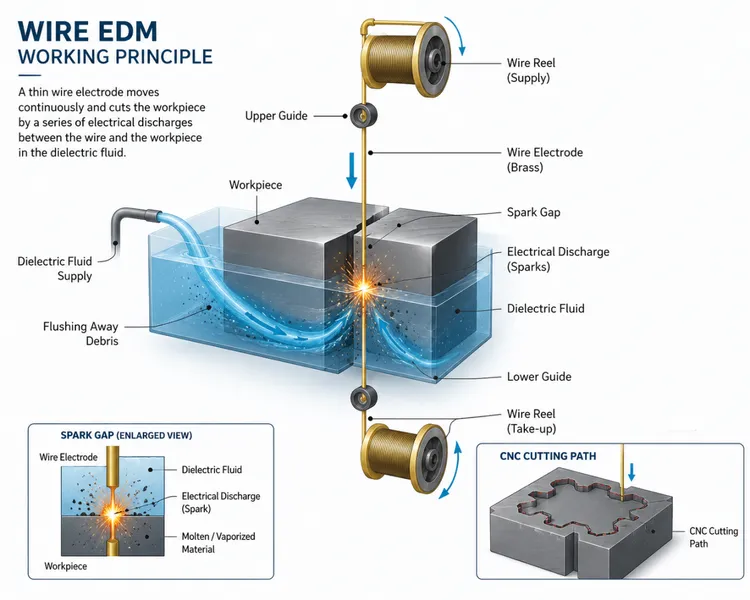
Tråden vidrör aldrig fysiskt detaljen. Efter varje urladdning kyler den dielektriska vätskan skärområdet och spolar bort eroderade partiklar. Denna cykel upprepas tusentals gånger per sekund och skapar gradvis den önskade formen. Eftersom det inte finns något direkt skärtryck kan trådgnistning producera ömtåliga egenskaper med minimal mekanisk stress eller distorsion.
Huvudsteg i trådgnistprocessen
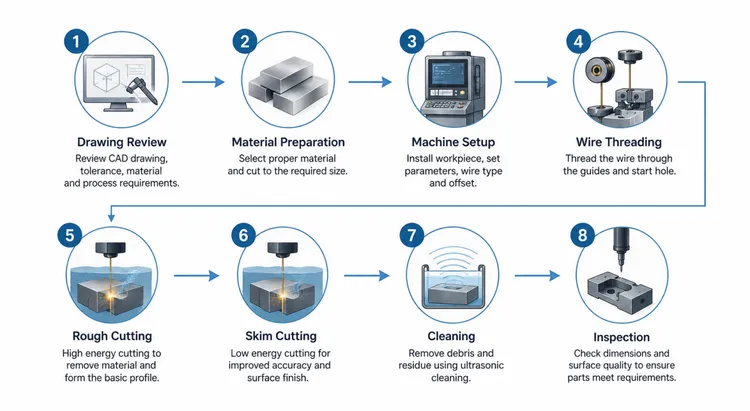
Designgranskning
Varje trådgnistprojekt börjar med en granskning av ritning, CAD-modell, material, tjocklek, tolerans, ytfinish och funktionella krav. Ingenjörerna bekräftar om detaljen är lämplig för gnistgnistning eller om CNC-bearbetning eller slipning ska kombineras med det.
Trådgnistning är idealisk för genomgående snitt, smala spår, precisionsprofiler, härdade material och komplex inre geometri. Materialet måste dock vara ledande, och inre profiler kräver vanligtvis ett starthål för trådgängning.
Maskininstallation
Arbetsstycket är säkert fixerat på maskinbordet. Även om trådgnistning skapar mycket liten skärkraft är stabil fastspänning fortfarande viktig för noggrannheten. Operatören väljer trådtyp, tråddiameter, dielektriskt tillstånd, spoltryck, skärstrategi och urladdningsparametrar.
Maskinen tillämpar även kompensation för trådoffset eftersom den faktiska skärbanan är bredare än tråddiametern.
Skärning och efterbehandling
Det första passet är normalt en grovfräsning, som tar bort huvudmaterialet och bildar grundprofilen. Grovfräsning använder starkare utmatningsenergi och snabbare matningshastigheter, så den är effektiv men kan lämna en grövre yta och ett litet värmepåverkat lager.
Stabil spolning är avgörande eftersom dålig borttagning av skräp kan minska noggrannheten eller orsaka trådbrott.
Efter grovbearbetning förbättrar en eller flera skumskärningar dimensionsnoggrannheten och ytkvaliteten. Skumskärningar avlägsnar endast en liten mängd material med lägre utmatningsenergi. De hjälper till att minska ytjämnheter, ta bort omgjutningsskiktet och föra detaljen närmare slutlig tolerans.
Efter bearbetning rengörs och inspekteras delarna med hjälp av mikrometrar, höjdmätare, CMM-utrustning och ytjämnhetsprovare.
Fördelar med trådgnistning
Trådgnist kan skära hårda ledande material som härdat verktygsstål, rostfritt stål, titanlegeringar, hårdmetall, kopparlegeringar och nickellegeringar. Detta är användbart när delar behöver värmebehandlas före slutlig bearbetning.
Eftersom processen är beröringsfri finns det nästan ingen mekanisk skärkraft. Detta hjälper till att skydda tunna väggar, ömtåliga detaljer och delar som kan deformeras under konventionell bearbetning.
Trådgnistning kan också producera skarpa innerhörn, smala spår, små radier, komplexa konturer och högprecisionsgenomgångar. Detta gör den lämplig för verktyg, formar, fixturer, givare och precisionsproduktionsdelar.
Begränsningar med trådgnistning
Trådgnist är kraftfull, men det är inte alltid det mest ekonomiska alternativet. Det fungerar bara på elektriskt ledande material. Icke-ledande plaster, keramik och kompositer kan inte bearbetas med vanlig trådgnist.
Det är också generellt långsammare än CNC-fräsning för enkla former i mjuka material som aluminium. Om en del har enkel geometri och inte kräver skarpa interna profiler eller extremt snäva toleranser kan CNC-fräsning vara snabbare och mer kostnadseffektivt.
En annan begränsning är geometrin. Trådgnist används huvudsakligen för genomgående skärningar, inte för blindfickor eller 3D-håligheter. Om en detalj kräver djupa fickor, gängor, stor materialavverkning eller komplexa friformsytor kan CNC-fräsning eller sänkgnist vara mer lämplig.
Vanliga tillämpningar
Trådgnistning används ofta för precisionsdelar som kräver snäva toleranser och komplexa profiler. Vanliga tillämpningar inkluderar forminsatser, stansverktyg, extruderingsverktyg, kugghjul, splines, kilspår, medicinska komponenter, flyg- och rymdkomponenter, bilkomponenter, inspektionsmätare, jiggar, fixturer och tunna metalldelar.

I många projekt samverkar trådgnist och CNC-bearbetning. CNC-fräsning kan ta bort bulkmaterial och skapa generella egenskaper, medan trådgnist används för kritiska profiler, skarpa hörn och högprecisionssnitt.
Denna kombinerade metod kan förbättra noggrannheten, minska risken och kontrollera den totala tillverkningskostnaden.
Varför arbeta med Rapid-Model?
Rapid-Model erbjuder ett komplett tillverkningsstöd för globala kunder, från prototypframställning till lågvolymsproduktion. Våra möjligheter inkluderar CNC-bearbetning, trådgnistning, precisionsslipning, plåttillverkning, 3D-utskrift, formsprutning, pressgjutning, ytbehandling och kvalitetskontroll.
För trådgnistningsprojekt kan vårt ingenjörsteam granska dina ritningar och rekommendera en praktisk processväg baserat på material, tolerans, geometri, ledtid och kostnad.
Slutsats
Trådurladdningsbearbetning är en precis, beröringsfri process som avlägsnar ledande material genom kontrollerad elektrisk gnisterosion. Den är särskilt värdefull för hårda material, komplexa profiler, vassa inre egenskaper och delar som inte tål mekanisk skärpåfrestning.
När den tillämpas korrekt hjälper trådgnist ingenjörer att producera pålitliga komponenter av hög kvalitet för krävande industriella tillämpningar. För projekt som involverar hårda metaller, smala spår, tunna väggar eller snäva toleranser, Snabbmodell kan hjälpa till att utvärdera rätt process och ge precisionsstöd till tillverkning, från teknisk granskning till slutlig leverans.