Precauções para usinagem CNC
usinagem CNC A usinagem é um dos métodos de fabricação mais confiáveis para a produção de peças metálicas e plásticas de alta precisão. É amplamente utilizada em robótica, equipamentos de automação, dispositivos médicos, componentes aeroespaciais, peças automotivas e máquinas industriais. No entanto, mesmo com equipamentos CNC avançados, o sucesso da usinagem não depende apenas da máquina. Depende também de uma revisão adequada do projeto, da seleção do material, do controle de tolerâncias, da fixação da peça, do planejamento da trajetória da ferramenta, do acabamento superficial e da inspeção.
Para engenheiros, desenvolvedores de produtos e equipes de compras, compreender as principais precauções para usinagem CNC pode ajudar a reduzir os riscos de fabricação, evitar custos desnecessários e melhorar a confiabilidade das entregas. Modelo Rápido É uma fornecedora de usinagem CNC sediada em Shenzhen, que oferece suporte aos clientes com usinagem CNC, usinagem multieixos, acabamento de superfície, relatórios de inspeção de qualidade, certificações de materiais e Inspeção de Primeira Peça, quando necessário.
1. Analise o projeto antes da usinagem.
A primeira precaução na usinagem CNC é revisar cuidadosamente o projeto antes do início da produção. Um modelo 3D pode parecer correto na tela, mas nem todos os detalhes são fáceis ou economicamente viáveis de usinar. Cavidades profundas, paredes finas, cantos internos vivos, furos muito pequenos e rebaixos complexos podem aumentar o tempo de usinagem, o desgaste da ferramenta e o risco de produção.
Uma análise adequada de projeto para manufatura deve verificar se a peça pode ser usinada com ferramentas padrão, se a direção de preparação é adequada e se as características críticas podem ser inspecionadas após a usinagem. Se uma peça exigir usinagem de 5 eixos, dispositivos especiais ou ferramentas de longo alcance, isso deve ser confirmado antes da produção.
Para obter os melhores resultados, os clientes devem fornecer ambos CAD 3D Arquivos e desenhos 2D. O modelo 3D define a geometria, enquanto o desenho 2D define tolerâncias críticas, roscas, acabamento superficial, tipo de material, tratamento térmico e requisitos de inspeção.

2. Escolha o material certo
A seleção do material tem um impacto direto na dificuldade de usinagem, no custo, no acabamento superficial e no desempenho final. Ligas de alumínio, como... 6061 e 7075 São comumente usados para carcaças leves, protótipos e peças estruturais. O aço inoxidável oferece boa resistência à corrosão, mas é mais difícil de usinar do que o alumínio. O titânio oferece alta resistência e baixo peso, mas requer parâmetros de corte cuidadosos devido ao acúmulo de calor e ao desgaste da ferramenta. Plásticos de engenharia, como... VER, PA, PC e ESPIAR Também exigem diferentes estratégias de usinagem para reduzir deformações, fusão ou rebarbas.
Antes da usinagem, é necessário confirmar a qualidade do material, a dureza e os requisitos de pós-tratamento. Por exemplo, a anodização pode afetar ligeiramente as dimensões, enquanto o tratamento térmico pode causar deformações. Se forem necessárias tolerâncias rigorosas após o tratamento superficial, isso deve ser considerado durante o planejamento do processo.
3. Evite tolerâncias desnecessariamente apertadas.
Um erro comum na usinagem CNC é aplicar tolerâncias muito rígidas a todas as dimensões. Tolerâncias rígidas aumentam o tempo de usinagem, o tempo de inspeção e o custo. Em muitos casos, apenas algumas dimensões funcionais realmente exigem alta precisão.
Para dimensões não críticas, aplicam-se normas gerais de tolerância, tais como: ISO 2768 Pode ajudar a manter os desenhos claros e práticos. A norma ISO 2768 é comumente usada para simplificar as indicações gerais de tolerância para dimensões que não necessitam de especificações de tolerância individuais.
Para características críticas, geralmente é melhor ser mais específico. Em vez de adicionar tolerâncias lineares rigorosas em todos os lugares, use GD&T, como ASME Y14.5Para controlar características geométricas importantes, como planicidade, paralelismo, perpendicularidade, concentricidade ou posição real, o fornecedor de usinagem pode entender o que realmente afeta a função e a montagem da peça, em vez de tratar todas as dimensões como igualmente críticas. A ASME descreve a norma Y14.5 como um padrão fundamental para definir e interpretar os requisitos de GD&T em desenhos de engenharia e dados digitais de produtos.
A melhor prática é simples: as tolerâncias devem ser tão rigorosas quanto necessário, e não tão rigorosas quanto possível. Tolerâncias excessivamente rígidas podem aumentar o custo sem melhorar a funcionalidade da peça. Uma comunicação clara sobre as tolerâncias ajuda o fornecedor de usinagem a escolher o processo, o dispositivo de fixação, a ferramenta e o método de inspeção adequados.
4. Preste atenção à espessura da parede e à rigidez da peça.
Usinar paredes finas é difícil porque elas podem vibrar, deformar ou se mover sob a força de corte. Isso pode levar a um acabamento superficial ruim, erros dimensionais ou até mesmo à rejeição de peças. O risco é maior ao usinar carcaças de alumínio, gabinetes eletrônicos, suportes leves e componentes plásticos.
Para melhorar a estabilidade, os engenheiros devem evitar paredes desnecessariamente finas, especialmente quando estas são altas ou não possuem suporte. Caso paredes finas sejam necessárias, o fornecedor de máquinas CNC pode utilizar passes de corte mais leves, dispositivos de fixação especiais ou sequências de usinagem ajustadas. Em alguns casos, realizar um desbaste inicial seguido de um acabamento após a liberação de tensões pode melhorar a estabilidade dimensional.
A rigidez da peça deve sempre ser analisada em conjunto com os requisitos de tolerância. Uma peça de parede fina com tolerâncias apertadas pode ser possível, mas requer um controle de processo mais rigoroso.
5. Confirme a estratégia de fixação e preparação da peça.
A fixação da peça é um dos fatores mais importantes para a precisão na usinagem CNC. Mesmo uma máquina CNC de última geração não consegue produzir peças precisas se a peça não estiver firmemente presa. Uma fixação inadequada pode causar vibração, movimento, deformação e dimensões inconsistentes.
Antes da usinagem, o fornecedor deve determinar como a peça será fixada, quantas configurações serão necessárias e quais superfícies serão usadas como referência. Peças com múltiplas faces podem exigir várias configurações, enquanto componentes complexos podem se beneficiar da usinagem CNC de 5 eixos para reduzir erros de reposicionamento.
Para peças de alta precisão, a estratégia de referência é especialmente importante. As referências de usinagem devem corresponder o mais precisamente possível às referências do desenho e da inspeção. Isso melhora a consistência desde a usinagem até a inspeção final.
6. Selecione as ferramentas de corte e os percursos de ferramenta adequados.
As ferramentas de corte e os percursos de ferramenta afetam diretamente a precisão, o acabamento superficial, a eficiência da usinagem e a vida útil da ferramenta. O diâmetro da ferramenta, o comprimento da ferramenta, o revestimento, a velocidade de corte, a taxa de avanço, a profundidade de corte e a estratégia de refrigeração devem ser adequados ao material e à geometria.
Ferramentas longas podem ser necessárias para cavidades profundas, mas são menos rígidas e mais propensas a vibrar. Ferramentas pequenas podem usinar detalhes finos, mas são mais fáceis de quebrar e exigem parâmetros de corte mais lentos. Para raios internos pequenos, o diâmetro da ferramenta deve ser suficientemente pequeno para atingir o raio de canto necessário.
O planejamento da trajetória da ferramenta também é crucial. O desbaste remove a maior parte do material de forma eficiente, enquanto os passes de acabamento controlam as dimensões finais e a qualidade da superfície. Para peças de precisão, passes de semiacabamento e acabamento são frequentemente usados para melhorar a precisão e a estabilidade.
7. Controle de calor, tensão e deformação
Durante o processo de usinagem CNC, o corte gera calor. Se o calor não for controlado, pode afetar a precisão dimensional, a vida útil da ferramenta e o acabamento superficial. Aço inoxidável, titânio e plásticos são especialmente sensíveis a problemas relacionados ao calor.
A tensão interna do material também pode causar deformação após a remoção de material. Isso é comum em chapas de alumínio de grandes dimensões, peças de paredes finas e estruturas assimétricas. Para reduzir o risco, os fornecedores podem utilizar material com alívio de tensões, realizar um desbaste inicial da peça, permitindo que ela se estabilize e, em seguida, finalizando o acabamento das características críticas.
O fluido de corte, os parâmetros de corte e a sequência de usinagem devem ser selecionados de acordo com o material. Um bom controle de calor e tensão ajuda a manter a consistência dimensional e a qualidade da superfície.
8. Planeje o acabamento da superfície com antecedência.
O acabamento superficial não deve ser tratado como algo secundário. Anodização, pintura eletrostática a pó, jateamento com microesferas, polimento, passivação, galvanização e pintura podem afetar a aparência, a resistência à corrosão e as dimensões.
Por exemplo, a anodização é comumente usada em peças de alumínio, mas pode alterar ligeiramente as dimensões dependendo da espessura da camada. A pintura eletrostática a pó adiciona mais espessura do que a anodização e deve ser considerada para superfícies de contato, furos roscados e áreas de montagem. Se uma peça tiver superfícies com acabamento estético, essas áreas devem ser claramente marcadas no desenho.
Quando for necessário acabamento de superfície, os clientes devem especificar a cor, a textura, o nível de brilho, as áreas a serem mascaradas e os padrões estéticos aceitáveis.
9. Planeje a inspeção antes da produção.
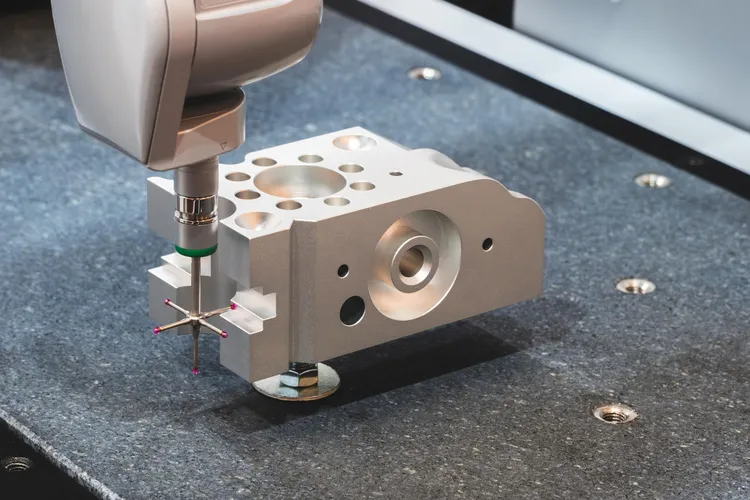
O controle de qualidade deve ser planejado antes do início da usinagem. O fornecedor deve compreender quais dimensões são críticas, quais ferramentas de inspeção são necessárias e qual o formato de relatório exigido pelo cliente.
Os métodos de inspeção comuns incluem paquímetros, micrômetros, medidores de altura, medidores de rosca e medidores de pinos. Inspeção CMMInspeção óptica e teste de rugosidade superficial. Para peças de alta precisão ou críticas para a montagem, os clientes também podem solicitar relatórios de Inspeção de Primeiro Artigo, relatórios completos de inspeção dimensional, certificados de materiais ou registros de acabamento superficial.
A Inspeção da Primeira Peça é especialmente útil antes da produção em larga escala, pois ajuda a confirmar se a primeira peça usinada atende ao desenho aprovado e se o processo de produção pode produzir peças em conformidade de forma consistente. SAE AS9102 Estabelece os requisitos de documentação para a Inspeção do Primeiro Artigo (FAI), tornando-a uma referência importante para projetos que exigem registros de qualidade claros e rastreabilidade.
Para projetos de usinagem CNC, relatórios de inspeção e certificados de materiais não são apenas documentos de qualidade; eles também auxiliam os clientes na inspeção de recebimento, verificação de montagem e aprovação do cliente final. A Rapid-Model afirma que pode fornecer Inspeção de Primeira Peça, relatórios dimensionais, certificações de materiais e suporte para inspeção calibrada, dependendo dos requisitos do projeto.
Conclusão
usinagem CNC É possível produzir peças altamente precisas e confiáveis, mas somente quando o processo é controlado desde a revisão do projeto até a inspeção final. As precauções mais importantes incluem verificar a viabilidade de fabricação, escolher o material correto, evitar tolerâncias desnecessariamente apertadas, melhorar a fixação da peça, selecionar as ferramentas adequadas, controlar o calor e a deformação, planejar o acabamento superficial e confirmar os requisitos de inspeção.
Para peças usinadas sob medida por CNC, o objetivo não é apenas fabricar uma peça que corresponda ao desenho. O objetivo é fabricar uma peça que funcione corretamente, que seja montada sem problemas e que possa ser entregue de forma consistente.
A Rapid-Model oferece serviços de usinagem CNC, usinagem de 5 eixos, acabamento superficial e suporte para inspeção de qualidade a partir de Shenzhen, China. Se você estiver desenvolvendo peças complexas de metal ou plástico, nossa equipe de engenharia pode ajudar a revisar seus desenhos, avaliar os riscos de fabricação e fornecer soluções práticas, desde o protótipo até a produção.
