| Parâmetro do processo | Capacidade Técnica |
|---|---|
| Força de aperto | 160 toneladas a 1.200 toneladas (câmara fria e câmara quente) |
| Peso de Chumbo (Alumínio) | 0,1 kg a 8,5 kg (Concha automatizada) |
| Tolerância de fundição padrão | ISO 8062-3 (Grau CT5 – CT7) | ±0,15 mm por 100 mm |
| Padrões de ferramentas | Aço H13, 1.2344 ou Dievar; Bases LKM padrão ou personalizadas. |
| Grau de acabamento da superfície | Ra 0,8 a 3,2 μm (Como fundido); SPI-C1 a A2 (Pós-processado) |
| Ligas disponíveis | Alumínio (ADC12, A380), Zinco (Graus 3, 5), Magnésio (AZ91D) |
| Usinagem Secundária | Fresagem CNC de alta velocidade (4 eixos), rosqueamento e furação de precisão. |
| Garantia de Qualidade | Detecção de porosidade por raios X, análise por espectrômetro e validação por CMM. |
Fundição sob pressão personalizada de alta qualidade para peças metálicas.
Oferecemos soluções personalizadas de fundição sob pressão para alumínio, zinco e magnésio, combinando ferramentas de precisão com produção estável em alto volume. Nosso processo otimizado garante peças confiáveis e econômicas que aceleram o desenvolvimento de seus produtos e fortalecem sua marca.

ISO 9001
Certificado de Qualidade
5 a 15 dias
Prazo de entrega típico
24 horas
Cotação Rápida
±0,01 mm
Tolerância
Ligas para fundição sob pressão
Materiais de fundição de grau industrial
Utilizamos ligas não ferrosas de alta qualidade, selecionadas especificamente para fundição sob alta pressão, garantindo estabilidade dimensional superior, dissipação de calor e integridade estrutural para peças de missão crítica.
Ligas de fundição de alumínio
O padrão da indústria para componentes leves e de alta resistência. Excelente condutividade térmica e resistência à corrosão para aplicações automotivas e de construção.
ADC12 / A380
A360 (Alta Corrosão)
AlSi12
Ligas de magnésio
Material de densidade extremamente baixa que oferece a melhor relação resistência/peso. Ideal para eletrônicos portáteis e peças aeroespaciais onde cada grama conta.
AZ91D
AM60B
Ligas de alto amortecimento
Zinco e ligas
A fluidez superior permite espessuras de parede mais finas e tolerâncias de alta precisão. Características de revestimento excepcionais e alta resistência ao impacto.
Carrega 3 / Carrega 5
ZA-8 / ZA-27
Zinco de alta precisão
Ligas para gerenciamento térmico
Ligas especiais de alumínio com teor de silício otimizado para maximizar a transferência de calor em invólucros de LED e dissipadores de calor de fontes de alimentação.
Alta resistência térmica (AlSi9)
Ligas com baixo teor de cobre
Graus Condutivos
Ligas dúcteis e estruturais
Projetado para componentes que exigem alto alongamento e absorção de energia, evitando falhas frágeis em conjuntos automotivos com classificação de segurança.
Silafont-36
Castasil-37
Graus tratáveis termicamente
Opções de tratamento de superfície
Operações secundárias abrangentes para melhorar o apelo estético, a resistência à névoa salina e a dureza superficial dos componentes fundidos.
Revestimento eletroforético / Pó
Anodização (Tipo II/III)
Conversão de cromato
Exposição de peças fundidas
Peças fundidas sob pressão de alto desempenho
A Rapid Model oferece protótipos de alto desempenho e peças de nível de produção usando tecnologia avançada de fundição sob pressão, reduzindo significativamente seus ciclos de fabricação.
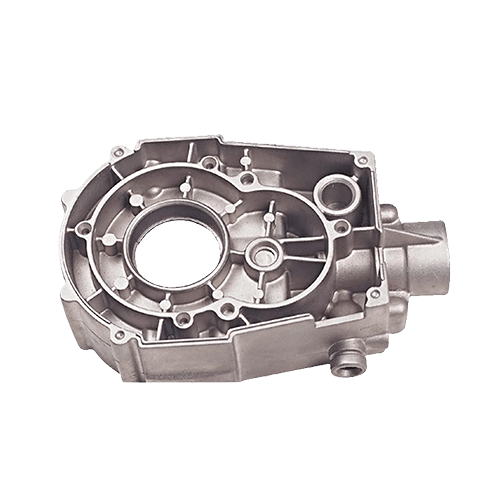
Carcaça do motor
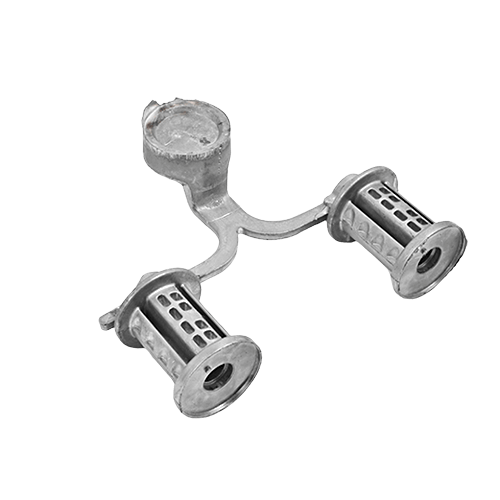
Peças cilíndricas
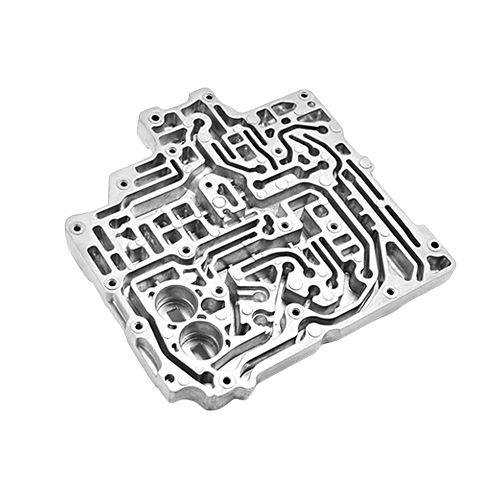
Corpo da válvula de controle hidráulico
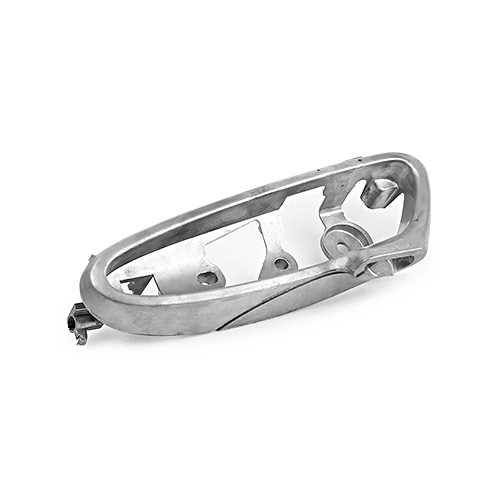
Suporte estrutural

Bomba de Pistão
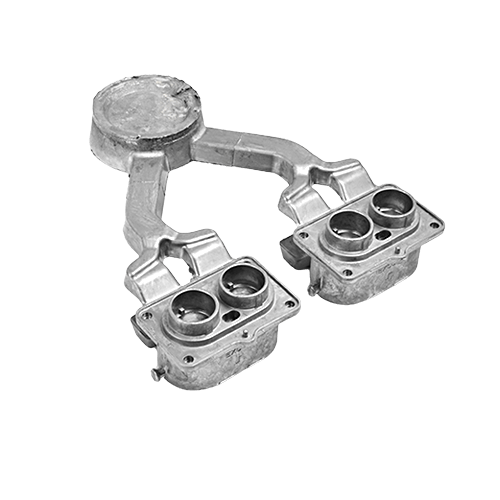
Componente de Câmara Dupla
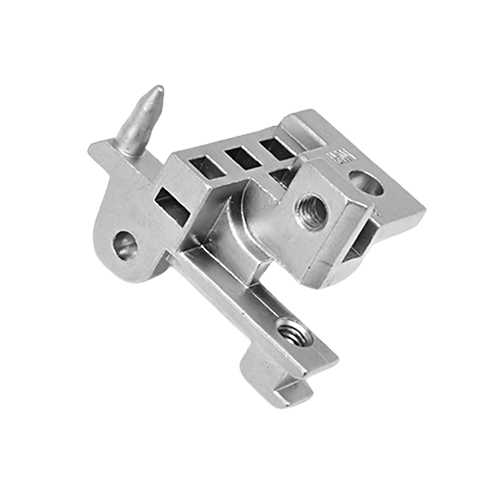
Suporte de pivô complexo
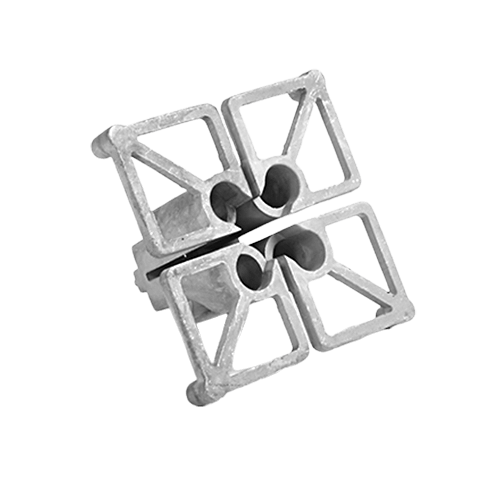
Dissipador de calor
Serviços de fabricação
Soluções completas em fundição sob pressão
Desde a prototipagem rápida até a produção em larga escala, oferecemos conhecimento especializado em fundição sob pressão de ponta a ponta, com foco na integridade estrutural e na precisão com tolerâncias rigorosas.
Engenharia de Moldes e DFM
Avaliação especializada da geometria da peça para otimizar o posicionamento dos pontos de injeção e os canais de refrigeração, minimizando a porosidade e a turbulência durante o ciclo de injeção.
Capacidades
Simulação completa do fluxo de moldagem para prever e evitar contração ou aprisionamento de ar antes do corte do aço.
- Análise de fluxo de molde (Magma/AnyCasting)
- Otimização do sistema de comportas e trilhos
- Análise do ângulo de inclinação e da espessura da parede
Fundição sob pressão (HPDC)
Utilização de máquinas automatizadas de câmara fria e câmara quente (160T a 1200T) para densidade de peças consistente e ciclos de produção de alta velocidade.
Escala de produção
Fabricação escalável de ligas de alumínio, zinco e magnésio com monitoramento de processo em tempo real.
- Ferramentas de alto volume com múltiplas cavidades
- Opções de fundição assistida por vácuo
- Sistemas automatizados de panela e pulverização
Usinagem CNC pós-fundição
Usinagem e torneamento CNC secundários para atingir tolerâncias críticas e superfícies planas que não podem ser obtidas apenas pelo processo de fundição.
Precisão
Dispositivos de fixação específicos para usinagem secundária de alta velocidade, garantindo alinhamento preciso entre as peças e encaixes perfeitos.
- Rosqueamento e alargamento de furos
- Revestimento para superfícies de acoplamento críticas
- Furos com tolerâncias rigorosas (até ±0,01 mm)
Tratamento e revestimento de superfícies
Serviços integrados de acabamento para melhorar a resistência à corrosão, a dureza da superfície e a qualidade estética do componente final.
Gama de acabamentos
Tratamentos de nível profissional adequados para ambientes externos e aplicações industriais de alto desgaste.
- Revestimento em pó e revestimento eletroforético
- Conversão de anodização e cromato
- Jateamento abrasivo e rebarbação vibratória
Garantia da Qualidade e Metrologia
Protocolos de validação rigorosos para garantir a solidez estrutural e a conformidade dimensional em todos os lotes de produção.
Verificação
Rastreabilidade de materiais e detecção de defeitos internos utilizando equipamentos de teste avançados.
- Inspeção de porosidade por raios X
- Verificação dimensional CMM
- Análise de liga por espectrômetro
Montagem e Kit
Operações secundárias de valor agregado, incluindo inserção de hardware, montagem de componentes e embalagens protetoras personalizadas.
Integração
Redução da complexidade da cadeia de suprimentos através da entrega de subconjuntos prontos para instalação.
- Instalação de inserto helicoidal e roscado
- Integração de juntas e vedações
- Kits personalizados para varejo ou proteção
Nossas instalações
Fundição sob pressão personalizada diretamente da fábrica
Oferecemos serviços profissionais de fundição com um fluxo de trabalho otimizado, entregando suas peças acabadas em apenas 5 a 10 dias.

Linha de produção de fundição sob pressão
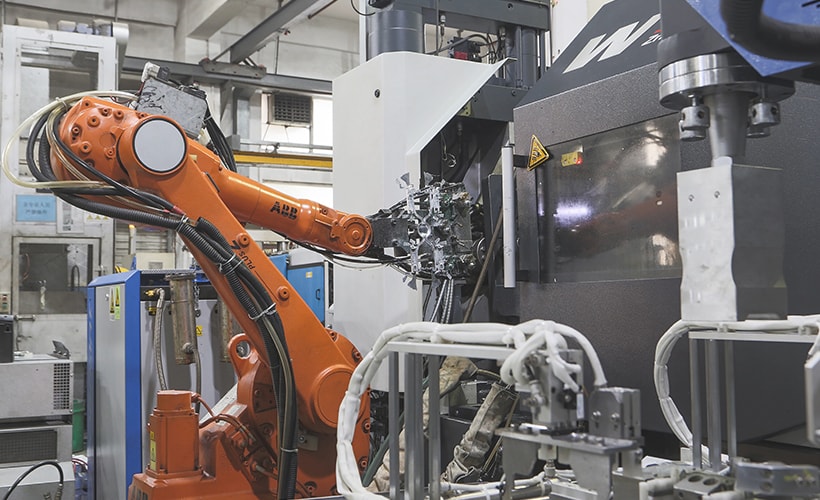
Fábrica de Fundição de Precisão
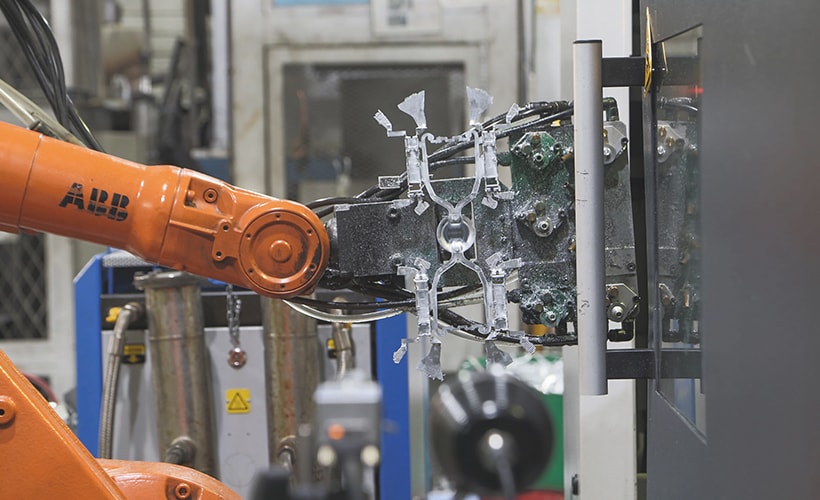
Máquinas de fundição sob pressão de precisão

fábrica de fabricação
Especificações técnicas
Capacidades de fundição sob pressão
Nossas instalações utilizam uma variedade de máquinas de câmara fria e câmara quente otimizadas para ligas não ferrosas, proporcionando um equilíbrio entre densidade estrutural, ciclos de alta velocidade e precisão CNC secundária.
Estudos de Caso de Fundição Sob Pressão
Soluções de engenharia para componentes metálicos complexos
- Transmissão Automotiva
- Iluminação LED
- Ferragens industriais
- Eletrônicos portáteis

Setor Automotivo
Caixa de transmissão estrutural
Foco do projeto: Controle de porosidade e redução de peso
LIGA
Alumínio ADC12
MÁQUINA
Câmara fria 800T
QTD.
25.000 unidades/ano
O Desafio da Engenharia
Um fornecedor de segundo nível solicitou uma tampa de transmissão com canais de óleo integrados. O principal desafio era manter a densidade estrutural para evitar vazamentos de óleo sob alta pressão, reduzindo ao mesmo tempo a espessura total da parede para atender às metas de peso do veículo.
- Eliminação da porosidade gasosa em zonas de transição entre camadas espessas e finas.
- Manter uma tolerância de ±0,05 mm nas superfícies de contato após a usinagem.
- Garantir a resistência à névoa salina para exposição da parte inferior do chassi.
Nossa solução
Otimizamos o sistema de canais de alimentação usando simulação Magma para garantir um fluxo laminar. Um processo de fundição assistida por vácuo foi implementado para remover o ar da cavidade, aumentando significativamente a densidade da peça.
- Ferramentas: Aço H13 endurecido com resfriamento conforme.
- Secundário: Fresagem CNC de 4 eixos para alinhamento preciso de furos.
- Controle de qualidade: Testes de vazamento e inspeções pontuais por raio-X em 100% dos casos.

Iluminação externa
Dissipador de calor de alta eficiência para iluminação pública
Foco: Geometria de aletas finas e dissipação térmica
LIGA
Alumínio de alta resistência térmica
TERMINAR
Revestimento em pó resistente aos raios UV
CONTAGEM DE FIN
42 Aletas de Resfriamento
Desafio Técnico
O cliente precisava de um dissipador de calor de grande escala com aletas de alta densidade com apenas 1,5 mm de espessura nas pontas. A fundição tradicional frequentemente resultava em "vedações frias", onde o metal não preenchia completamente as estreitas cavidades das aletas.
- Garantir o preenchimento completo de 42 aletas verticais separadas.
- Prevenção de deformação da peça em um comprimento superior a 500 mm.
- Obtenção de um acabamento estético de primeira classe para o exterior da residência.
Execução Técnica
Aumentamos a pressão de injeção e utilizamos um sistema de alimentação com múltiplas entradas. Controladores de temperatura precisos foram usados para manter as faces do molde na temperatura ideal, garantindo um fluxo consistente nas seções de paredes finas.
- Processo: Injeção de alta velocidade com monitoramento em tempo real.
- Acabamento: Jateamento automatizado para uniformidade da superfície.
- Testando: Validação da condutividade térmica do lote de liga.

Sistemas industriais
Caixa de fechadura de zinco de precisão
Foco: Durabilidade em ciclos elevados e qualidade de revestimento
LIGA
Carrega 3
PROCESSO
Fundição em câmara quente
TOLERÂNCIA
±0,03 mm
Desafio de Engenharia
Uma empresa de segurança industrial precisava de um corpo de fechadura complexo com trilhos deslizantes internos. A liga de zinco tinha que oferecer alta resistência a impactos e um furo interno perfeitamente liso para o movimento mecânico.
- Manutenção de geometrias internas complexas sem usinagem CNC secundária.
- Proporciona uma superfície de base adequada para cromagem decorativa.
- Requisitos de zero flash para peças móveis internas.
Nossa solução
A utilização de uma máquina de câmara quente permitiu tempos de ciclo extremamente rápidos e alta precisão. Projetamos o molde com extratores hidráulicos de núcleo para formar os canais internos em uma única operação.
- Mofo: Ferramenta multicavidades para maximizar a produtividade.
- Acabamento: Rebarbação vibratória e niquelagem química.
- Conjunto: Instalação de rolamentos de encaixe por pressão incluída.
Eletrônicos Móveis
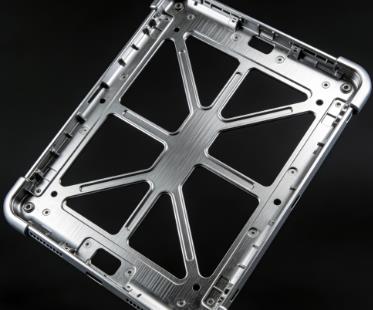
Chassi de tablet em liga de magnésio
Foco: Paredes ultrafinas e blindagem EMI
LIGA
Magnésio AZ91D
ESPESSURA DA PAREDE
0,8 mm - 1,2 mm
MÁQUINA
Câmara fria 250T
Desafio Técnico
Uma marca de eletrônicos de alta qualidade precisava de uma estrutura de magnésio para fornecer blindagem EMI e rigidez estrutural. A peça era extremamente grande e fina, o que a tornava propensa a falhas de injeção e deformação por contração térmica.
- Obtenção de espessuras de parede inferiores a 1,0 mm em grandes áreas.
- Controlar a alta inflamabilidade e o rápido resfriamento do magnésio.
- Preparação da superfície para pintura de toque suave de alta qualidade.
Engenharia de Precisão
Implementamos uma abordagem especializada de "tixomoldagem", ou injeção de alta velocidade com cobertura de gás inerte. Isso garantiu que a liga atingisse todas as extremidades do molde antes de solidificar.
- Material: AZ91D para o melhor equilíbrio entre fluidez e resistência.
- Pós-processamento: Oxidação por microarco (MAO) para base de corrosão.
- Estabilidade: Tratamento térmico a vácuo para aliviar tensões internas.
Depoimentos de clientes
Feedback sincero de nossos parceiros globais
Resultados práticos da fundição sob alta pressão nos setores automotivo, industrial e de bens de consumo.
★★★★★
A densidade interna das peças ADC12 é excelente. Realizamos seccionamento aleatório por raios X e encontramos porosidade crítica zero nas áreas de contato. O projeto do canal de injeção otimizou claramente o preenchimento. Estamos muito satisfeitos com as amostras T1.
★★★★☆
O relatório DFM deles foi muito completo e identificou um possível problema de fechamento a frio no projeto das nossas aletas. Ajustamos os ângulos de inclinação conforme a sugestão deles. As peças ficaram perfeitas, embora o prazo inicial de produção das ferramentas tenha sido um pouco maior do que o previsto.
★★★★★
Impressionante agilidade para um projeto de câmara fria. Recebemos as peças na Califórnia em 30 dias após a aprovação do molde. O acabamento superficial é consistente e está pronto para anodização com preparação mínima. Comunicação confiável durante todo o processo.
★★★★★
As peças fundidas em Zamak 3 possuem uma superfície muito lisa, o que é fundamental para o nosso processo de cromagem. Observamos uma redução significativa na taxa de rejeição da cromagem em comparação com o nosso fornecedor anterior. Altamente recomendadas para ferragens decorativas.
★★★★★
A repetibilidade entre lotes é o ponto forte. Fizemos três encomendas separadas de 10.000 unidades e as dimensões não sofreram alterações. A embalagem para transporte marítimo era robusta — sem oxidação ou danos na chegada.
★★★★☆
Utilizei o serviço de fundição de magnésio deles para uma estrutura leve. A redução de peso foi exatamente como projetada. Algumas peças apresentaram pequenas rebarbas na linha de junção, mas nada que afetasse a montagem. Ótimo suporte técnico.
★★★★★
Solução completa para fundição e usinagem CNC. O fato da mesma fábrica cuidar tanto da fundição bruta quanto da usinagem de precisão dos alojamentos dos rolamentos eliminou nossos problemas de encaixe na montagem. O preço pelo serviço combinado é muito justo.
★★★★☆
Fundição de paredes finas de alta qualidade. Houve um pequeno mal-entendido sobre o certificado da liga específica durante a primeira semana, mas a equipe corrigiu a documentação rapidamente. A qualidade do produto final é excelente.
Processo de Colaboração Eficiente
Peças fundidas personalizadas simplificadas
Leve seus produtos ao mercado mais rapidamente com nosso processo de produção simplificado e altamente eficiente. Nós cuidamos da complexidade para que você possa se concentrar em expandir sua marca.
01
Cotação e DFM
Faça o upload de arquivos STP/DXF para obter preços instantâneos e análises de viabilidade de fabricação.
02
Otimização de projeto
Nossos engenheiros aprimoram o projeto visando a redução de custos e a agilidade na produção.
03
Fabricação de precisão
Equipamentos avançados e engenharia especializada.
04
Validação de Qualidade
Verificação CMM e protocolos de inspeção padronizados ISO 9001.
05
Acabamento e Entrega
Acabamento final da superfície, montagem e despacho logístico global.
Perguntas frequentes
Abordando suas preocupações
-
Câmara fria vs. Câmara quente: qual a diferença?
A escolha depende do ponto de fusão do metal.
Câmara quente: Utilizada para metais de baixo ponto de fusão, como o zinco. O mecanismo é submerso no metal fundido, permitindo ciclos muito rápidos.
Câmara fria: Utilizada para metais com alto ponto de fusão, como o alumínio. O metal é fundido separadamente e colocado na máquina por meio de conchas para evitar danos ao equipamento devido ao calor.
-
Fundição sob pressão ou usinagem CNC para pequenos lotes?
Usinagem CNC: Ideal para produções de 1 a 50 unidades. Evita custos com moldes, mas tem um custo unitário elevado.
Fundição sob pressão: Ideal para mais de 500 unidades. O alto custo inicial do molde é compensado pelos preços unitários muito baixos e pela produção mais rápida.
-
Quais as tolerâncias que a fundição sob pressão pode alcançar?
A fundição padrão apresenta uma tolerância de ±0,05 mm a ±0,1 mm. Para ajustes críticos (como assentos de rolamentos), fundimos a peça e, em seguida, utilizamos usinagem CNC secundária para atingir uma tolerância de ±0,01 mm.
-
Por que o A380 é a liga de alumínio mais popular?
O A380 é o "coringa". Oferece o melhor equilíbrio entre fluxo de fluido (para formatos complexos), resistência estrutural e custo-benefício. É o padrão para carcaças automotivas e eletrônicas.
-
Como controlar a porosidade?
Minimizamos as bolhas de ar internas através de:
Fundição a vácuo: Remoção do ar do molde antes da injeção.
Ventilação: Projetar canais de extravasamento para a saída de gases.
Simulação: Utilização de software para otimizar o projeto do molde antes do início da produção.
-
Quais são os melhores acabamentos de superfície?
Pintura eletrostática a pó: Durável e disponível em diversas cores.
Anodização: Melhor opção para resistência à corrosão (geralmente resulta em um acabamento fosco).
Chem-Film: Oferece proteção contra corrosão, mantendo a condutividade elétrica.
Revestimento eletroforético (E-Coating): Ideal para peças automotivas produzidas em grande volume que necessitam de cobertura uniforme.
-
A impressão 3D substituirá a fundição sob pressão?
Não. A fundição sob pressão produz uma peça a cada 30 a 60 segundos, enquanto a impressão 3D leva horas. A impressão 3D é para protótipos; a fundição sob pressão é para produção em escala. Elas trabalham juntas: imprime-se o protótipo e, em seguida, funde-se a versão produzida em massa.
-
O que é fundição sob pressão e para que serve?
O que é fundição sob pressão?
A fundição sob pressão é um processo de fabricação de metais de alta eficiência, no qual o metal fundido é injetado sob alta pressão em um molde de aço de precisão (matriz). Após a solidificação, a peça é ejetada com alta precisão dimensional, acabamento superficial liso e excelente repetibilidade. O processo é mais comumente utilizado com metais não ferrosos, como alumínio, zinco e magnésio.
Para que serve a fundição sob pressão?
A fundição sob pressão é usada principalmente para produzir peças metálicas de alto volume, com dimensões consistentes e geometrias complexas. É amplamente aplicada em indústrias que exigem resistência, precisão e custo-benefício em larga escala.
