| Grau de alumínio | Custo | Durezas | Usinabilidade | Resistência à corrosão | Acabamento estético |
|---|---|---|---|---|---|
| 6063 | ★☆☆☆☆ | ★★☆☆☆ | Bom (Fácil de extrudar) | ★★★★★ | Excelente |
| 5052 | ★★☆☆☆ | ★★★☆☆ | Justo (de goma) | ★★★★★ | Moderado |
| 6061 | ★★★☆☆ | ★★★★☆ | Excelente (Estável) | ★★★☆☆ | Muito bom |
| 2024 | ★★★★☆ | ★★★★★ | Bom | ★★☆☆☆ | Moderado |
| 7075 | ★★★★★ | ★★★★★ | Excelente (Precisão) | ★★☆☆☆ | Bom |
Serviços de usinagem CNC de alumínio de precisão e fabricação de peças.
Fornecemos componentes personalizados em liga de alumínio, atendendo desde a prototipagem até a produção em massa. Com envios globais eficientes e convenientes, a entrega pode ser concluída em apenas três dias, garantindo resultados que atendem às suas expectativas.

100+
Máquinas CNC
3 a 7 dias
Prazo de entrega típico
24 horas
Cotação Rápida
6 mil m²
Área da fábrica.
Tolerância Dimensional
±0,005 mm
Obtido através de centros de usinagem japoneses/alemães de alta tecnologia e verificação por CMM (Máquina de Medição por Coordenadas).
Rugosidade da superfície
Ra ≤ 0,8 μm
Atende aos rigorosos requisitos para componentes ópticos e eletrônicos de consumo de alta qualidade.
Garantia de Qualidade
ISO 9001:2015
Protocolos rigorosos de inspeção de 100% para características críticas usando equipamentos automatizados de OMM/CMM.
Capacidades de usinagem de alumínio
Capacidade de usinagem CNC de alumínio de precisão
Soluções personalizadas de alta precisão e alta eficiência para componentes complexos de alumínio.
Usinagem simultânea de 5 eixos
Fresagem multieixos avançada para geometrias complexas e formas orgânicas em uma única configuração.
- Estruturas Complexas Integradas
- Acabamento de superfície superior
Acabamento de Superfície Avançado
Ampla gama de pós-processamento, incluindo anodização, jateamento com microesferas e revestimento duro.
- Combinação de cores personalizada
- Maior resistência ao desgaste
Prototipagem rápida
Entrega rápida de protótipos funcionais em 24 a 48 horas para acelerar seu ciclo de P&D.
- Feedback DFM incluído
- Suporte para iteração rápida
Produção em Alto Volume
Linhas de produção escaláveis, otimizadas para consistência e custo-benefício em grandes lotes.
- Usinagem celular automatizada
- Otimização de Custo Unitário
Controle de tolerância rigoroso
Manter as dimensões críticas em grandes lotes de produção com precisão em nível micrométrico.
- Mandrilamento e alargamento de precisão
- Controle térmico estável
Versatilidade de Materiais
Especialização em uma ampla gama de ligas, incluindo as séries 6061, 7075, 2024 e 5052.
- Ligas de grau aeroespacial
- Rastreabilidade de Materiais Certificada
Galeria de amostras
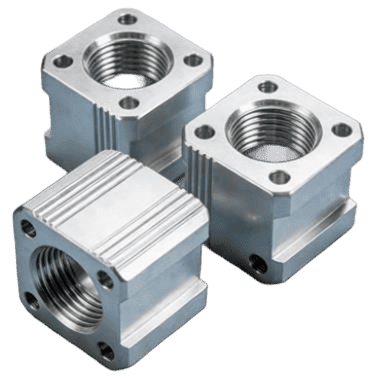
Peças de alumínio usinadas sob encomenda por CNC
Explore nossos componentes de alumínio fabricados, que demonstram nossa capacidade de fornecer soluções em conformidade com as normas da indústria em diversos setores.
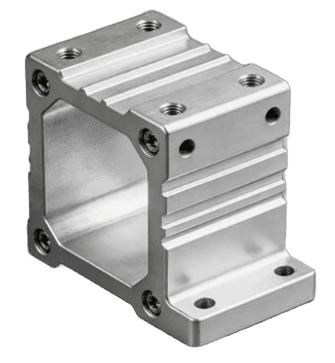
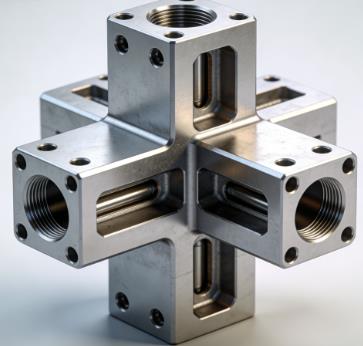
Carcaça de alumínio usinada por CNC
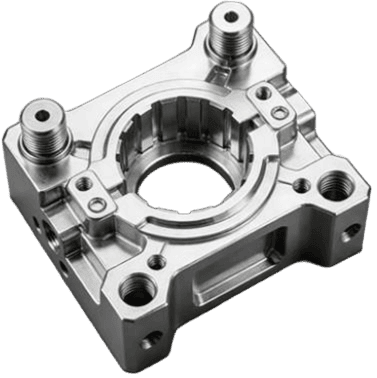
Base mecânica de alumínio

Engrenagem cilíndrica de alumínio usinada em CNC
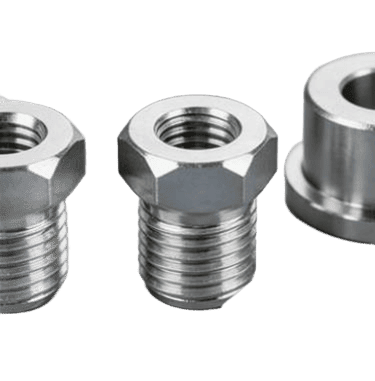
Parafusos roscados de alumínio
Relógios de montagem em alumínio usinado CNC
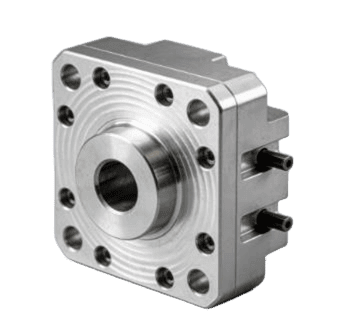
Componente de flange de alumínio
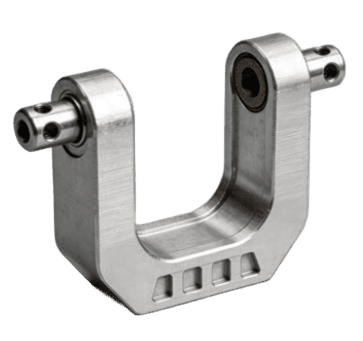
Suporte de alumínio usinado por CNC

Componente cônico de alumínio
Como escolher o material de alumínio certo
Seleção de materiais de liga de alumínio
Amplo estoque de ligas de alumínio industriais e estruturais de alta qualidade, com medidas precisamente ajustadas às especificações de suas peças personalizadas.
Materiais
Ligas de alumínio de alto desempenho
Graus aeroespaciais de alta resistência
- Alumínio 6061: Padrão estrutural versátil.
- Alumínio 2024: Revestimento de aeronave sujeito a alta fadiga.
- Alumínio 6063: Perfis arquitetônicos de precisão.
- Alumínio 7075: Resistência estática máxima.
Resistente à corrosão e especial
- Alumínio 2A12: Alta dureza de grau aeronáutico.
- Alumínio 5052: Placa marítima resistente à água salgada.
- Alumínio 7050: Seções espessas de alta resistência.
Guia de Seleção de Materiais
- Força:Os aços 7075 e 2A12 oferecem as maiores capacidades de carga mecânica.
- Durabilidade: A liga 5052 é a referência para ambientes extremos.
- Maquinabilidade: 6061 / 6063
Nossas instalações
Centros de usinagem CNC avançados para alumínio
Explore nossas instalações de última geração, equipadas para fornecer componentes de alumínio CNC de alta qualidade para seus projetos mais exigentes.

Oficina de Usinagem CNC de Modelo Rápido

Operador de CNC com anos de experiência na Rapid Model

Operador de CNC operando o painel de controle

Centro de Usinagem CNC de Modelagem Rápida

Oficina CNC de Modelagem Rápida

Operários de Oficina CNC

Centro de usinagem de precisão de 5 eixos para modelos rápidos

Engenheiro programando o painel de controle de um centro de usinagem de precisão de 5 eixos.
Processos disponíveis
Processos opcionais de usinagem CNC em alumínio
Oferecemos serviços de fresagem e torneamento CNC de alta precisão, personalizados para ligas de alumínio. Nosso foco é alcançar estabilidade dimensional, tolerâncias rigorosas e acabamentos superficiais superiores para componentes industriais.
Fresagem CNC
Equipadas para geometrias complexas, cavidades e detalhes de superfície. Nossas máquinas de 3, 4 e 5 eixos processam desde placas simples até peças prismáticas intrincadas.
Tolerância: ±0,0004"
Dimensões máximas: 110" x 70" x 20"
Acabamento Ra 3,2 μm
Torneamento CNC
Usinagem de alta precisão para peças rotativas como eixos, buchas e conectores. O uso de ferramentas acionadas permite a usinagem de detalhes em uma única operação.
Diâmetro: 0,1" - 30"
Ferramentas ao vivo
Alta concentricidade
Usinagem CNC de 5 eixos
Movimento simultâneo em 5 eixos para as geometrias industriais mais complexas. Reduz as etapas de preparação, aumenta a precisão e diminui os prazos de produção.
Impulsores e válvulas
Configuração única
Contorno Complexo
Usinagem de parafusos suíços
Especializado para componentes de pequeno diâmetro, longos e esbeltos. Buchas guia de alta rigidez garantem extrema precisão para peças em miniatura.
Diâmetro: 0,03" - 1,25"
Tolerância de ±0,0002"
Pastilhas de Precisão
Seleção de ligas de alumínio
Especialização na usinagem de ligas industriais comuns. Garantimos a seleção ideal de ferramentas com base na têmpera e usinabilidade específicas da liga.
6061 / 6063
7075-T6
5052 / 2024
Acabamento e Inspeção
Pós-processamento e controle de qualidade integrados. Cada lote é verificado utilizando metrologia padronizada para garantir a conformidade com as especificações.
Anodização
Verificação CMM
Jateamento com microesferas
Guia de Seleção de Materiais
Comparação das propriedades de ligas de alumínio
Compare as principais características, incluindo dureza, usinabilidade, resistência à corrosão e acabamento estético, para selecionar o material ideal para o seu projeto CNC.
- Comparação de desempenho
- Seleção de Temperamento
- Tratamento de superfície
- Especialização em Design
| Grau de alumínio | Temperamentos comuns | Limite de Escoamento (MPa) | Conselhos para seleção de temperamento |
|---|---|---|---|
| 6063 | T5 / T6 | ~145 | A melhor opção para peças estéticas e dissipadores de calor. O perfil T5 é o mais comum para extrusões que exigem um acabamento superficial superior. |
| 5052 | H32 / O | ~190 | Escolha o aço H32 para invólucros em geral; o aço temperado O para estampagem profunda ou curvatura complexa. Ideal para ambientes marinhos e de água salgada. |
| 6061 | T6 / T651 | ~270 | CNC preferido T651:Alívio de tensões para garantir estabilidade dimensional e minimizar deformações após o corte. O "cavalo de batalha" da indústria. |
| 2024 | T3 / T4 | ~325 | A têmpera T3 oferece o melhor equilíbrio entre alta resistência e tenacidade à fratura para estruturas aeroespaciais e sujeitas a alta fadiga. |
| 7075 | T6 / T651 | ~500 | T651 é obrigatório Para peças complexas de alta precisão, evitando distorções. A dureza é comparável à do aço em componentes com peso crítico. |
| Grau de alumínio | Anodização transparente | Anodização colorida | Anodização dura (Tipo III) | Observações |
|---|---|---|---|---|
| 6063 | Excelente | Excelente | Moderado | Proporciona a textura de superfície mais fina e as cores mais vibrantes. |
| 6061 | Ótimo | Ótimo | Excelente | A opção mais confiável para peças industriais; resultados muito consistentes. |
| 5052 | Bom | Justo | Bom | As cores podem parecer ligeiramente opacas ou foscas em comparação com a série 6xxx. |
| 7075 | Ruim (irregular) | Pobre | Excelente | O alto teor de zinco causa coloração irregular. Mais indicado para pelagens escuras e resistentes. |
| Série 2XXX | Não recomendado | Não recomendado | Justo | Um alto teor de cobre resulta em má oxidação e uma aparência "escurecida". |
| Fator de projeto | Especificações padrão | Otimização de ponta | Recomendação de Engenharia |
|---|---|---|---|
| Espessura da parede | 0,8 mm | 0,5 mm (Precisão) | Mantenha uma proporção (Altura:Largura) inferior a 10:1 para evitar vibrações e garantir um acabamento espelhado. |
| Profundidade da cavidade | Relação L:D 3:1 | Relação L:D 5:1 (Limite) | A profundidade padrão deve estar dentro de 3 vezes o diâmetro da ferramenta. Profundidades superiores a 6 vezes exigem ferramentas especiais de pescoço longo e aumentam o custo. |
| Cantos internos | R ≥ 1,0 mm | R = (Profundidade / 6) + 0,5 mm | Projete cantos ligeiramente maiores que o raio da ferramenta (por exemplo, R3,2 para uma fresa de 6 mm) para permitir taxas de avanço suaves e eliminar marcas da ferramenta. |
| Rosca cega | Profundidade = 1,5x o diâmetro | Profundidade = 2,0 x Diâmetro (máximo) | Garanta uma folga de perfuração de 3 a 5 passos na parte inferior. Exceder 2 vezes o diâmetro não aumenta a resistência, mas eleva o risco de quebra da rosca. |
| Rugosidade da superfície | Ra 3,2 μm | Ra 0,8 μm (Premium) | O acabamento padrão de alta qualidade é Ra 1,6 μm. Use Ra 0,8 μm apenas para superfícies de vedação críticas ou componentes ópticos premium. |
| Tolerâncias de Precisão | ±0,05 mm | ±0,01 mm | Aplique ±0,01 mm somente às dimensões funcionais críticas (CTQ). Utilize a norma ISO 2768-m (Média) para elementos que não se encaixam. |
| Tratamento de borda | Bordas afiadas | Chanfro de 0,1 a 0,3 mm | Adicione sempre um pequeno chanfro às arestas vivas para melhorar a consistência do revestimento anodizado e evitar lascas quebradiças. |
Alívio do estresse:
Para materiais de alta resistência, como o 7075, peças finas e complexas são propensas a distorções após a usinagem.
Recomendamos especificar a têmpera T651, pois ela passou por um processo de alívio de tensões por estiramento.
Aviso sobre soldabilidade:
Os aços 2024 e 7075 são essencialmente não soldáveis devido ao alto risco de fissuração.
Caso seja necessário soldar, recomendamos o uso de aço 5052 ou 6061.
Condutividade térmica:
Para aplicações em dissipadores de calor, recomendamos o aço 6063, pois sua condutividade térmica é melhor que a do 6061.
enquanto a liga 7075 apresenta a pior condutividade térmica entre essas ligas.
Conhecimento técnico
Habilidades em usinagem CNC de alumínio: Desafios e Soluções
- Ferramentas industriais
- Automotivo (EV)
- Robótica
- Comunicação
Especificações do projeto
- MaterialAlumínio 6061-T6 (aliviado de tensões)
- Dimensão críticaConcentricidade e perpendicularidade
- Tolerâncias±0,01 mm em furos críticos
Fresagem de precisão do corpo da válvula pneumática
O Desafio Técnico
A principal dificuldade residia na perfuração multidirecional de furos profundos e na fresagem transversal. Em alumínio macio, brocas longas tendem a desviar, e a fresagem em alta velocidade em cavidades profundas frequentemente causa "recorte de cavacos", o que degrada o acabamento superficial e leva à instabilidade dimensional devido ao acúmulo de calor.
Nossa solução de engenharia
Utilizamos refrigeração de alta pressão através do fuso (70 bar) para expelir instantaneamente os cavacos das cavidades profundas, evitando o acúmulo de calor. Para os furos de precisão, implementamos um processo em duas etapas: desbaste inicial seguido por um período de repouso para estabilização térmica e, em seguida, acabamento final com alargadores de PCD (diamante policristalino) para garantir concentricidade de ±0,01 mm em todo o comprimento de 150 mm.
Ra 0,4 μmAcabamento interno
0,01 mmConcentricidade
99.8%Taxa de aprovação

Especificações do projeto
- MaterialAlumínio 6063 (Alta Resistência Térmica)
- Tamanho600 mm x 450 mm x 12 mm
- ExigênciaPlanicidade sem deformação
Placa de gerenciamento térmico da bateria do veículo elétrico
O Desafio Técnico
A usinagem de chapas de alumínio grandes e finas é notória por causar deformações no material. À medida que o material da superfície é removido, as tensões residuais internas são liberadas, fazendo com que a chapa se curve ou torça. A fixação tradicional muitas vezes mascara a deformação durante a usinagem, apenas para que a peça saia da tolerância assim que for liberada.
Nossa solução de engenharia
Adotamos uma estratégia de "Ciclo de Alívio de Tensões". As placas foram inicialmente fresadas em ambos os lados para aliviar as tensões primárias. Em seguida, utilizamos um dispositivo de fixação por sucção a vácuo com pressão controlada para manter a peça no lugar sem distorção mecânica. O acabamento final foi realizado com uma fresa de topo com alta taxa de avanço para minimizar o tempo de contato entre a ferramenta e a peça, controlando eficazmente a expansão térmica.
< 0,05 mmPlanicidade
12%Redução de peso.
OtimizadoTempo de ciclo

Especificações do projeto
- MaterialAlumínio 7075-T6 (Grau Aeronáutico)
- GeometriaRecortes e ângulos compostos
- PrecisãoRolamento H7 compatível
Carcaça de articulação robótica de 5 eixos
O Desafio Técnico
O alumínio 7075-T6 é altamente abrasivo em comparação com o 6061, o que leva a um rápido desgaste da ferramenta e a diâmetros de furo variáveis. Além disso, o formato orgânico e não prismático exigia movimento contínuo em 5 eixos, sem marcas de parada nos pontos de transição entre os eixos, pois estas comprometeriam a integridade estrutural sob alto torque.
Nossa solução de engenharia
Programamos os percursos da ferramenta usando Fresamento Trocoidal Simultâneo de 5 Eixos para manter uma carga constante na ferramenta. Para garantir a precisão do furo H7, utilizamos um Sistema de Sondagem Infravermelha Integrado à Máquina (Renishaw) para medir o furo após o desbaste e ajustar automaticamente o offset da ferramenta para o passe de acabamento final, compensando qualquer desgaste da ferramenta em tempo real.
H7Ajuste do furo
ZeroDegraus de superfície
AltoResistência de torque.

Especificações do projeto
- MaterialAlumínio 5052-H32 (Chapa/Placa)
- ExigênciaAcabamento de vedação e condutivo IP67
- RecursoRanhuras de junta EMI
Gabinete para Transceptor de Sinal RF Externo
O Desafio Técnico
As caixas eletrônicas para uso externo exigem uma vedação perfeita. Os sulcos estreitos da junta (1,5 mm de largura) precisavam ser usinados com alta consistência em uma grande área. Quaisquer rebarbas ou irregularidades no sulco comprometeriam a classificação de impermeabilidade IP67. Além disso, a superfície precisava permanecer condutiva para blindagem EMI, resistindo a mais de 300 horas de exposição à névoa salina.
Nossa solução de engenharia
Utilizamos microfresas diamantadas especiais para obter um acabamento de ranhura sem rebarbas diretamente da máquina, eliminando a necessidade de rebarbação manual que poderia danificar as bordas. Após a usinagem, aplicamos um revestimento de conversão de cromato amarelo (Alodine) que proporciona uma barreira resistente à névoa salina, mantendo a condutividade elétrica da superfície para aterramento e blindagem contra interferência de radiofrequência (RFI).
IP67Avaliação
Mais de 300 horasnévoa salina
Sem rebarbasSulcos
Processo de Colaboração Eficiente
Peças de alumínio CNC personalizadas simplificadas
Leve seus produtos ao mercado mais rapidamente com nosso processo de produção simplificado e altamente eficiente. Nós cuidamos da complexidade para que você possa se concentrar em expandir sua marca.
01
Cotação e DFM
Faça o upload de arquivos STP/DXF para obter preços instantâneos e análises de viabilidade de fabricação.
02
Otimização de projeto
Nossos engenheiros aprimoram o projeto visando a redução de custos e a agilidade na produção.
03
Fabricação de precisão
Equipamentos avançados e engenharia especializada.
04
Validação de Qualidade
Verificação CMM e protocolos de inspeção padronizados ISO 9001.
05
Acabamento e Entrega
Acabamento final da superfície, montagem e despacho logístico global.
Perguntas frequentes
Abordando suas preocupações
-
Quais são os acabamentos de superfície disponíveis após a usinagem CNC de alumínio?
Os acabamentos disponíveis incluem anodização (transparente, preta, colorida), anodização dura (Tipo III), jateamento com microesferas, escovação, pintura eletrostática a pó, pintura líquida e galvanoplastia. A seleção depende da resistência à corrosão, resistência ao desgaste, aparência e requisitos funcionais.
-
Quais setores industriais utilizam usinagem CNC de alumínio?
A usinagem CNC de alumínio é amplamente utilizada nas indústrias aeroespacial, de dispositivos médicos, eletrônica, telecomunicações, robótica, sistemas ópticos e a laser, automotiva e de novas energias.
-
A anodização afeta a precisão dimensional?
Sim. A anodização adiciona uma camada de óxido com espessura típica de 5 a 25 μm, sendo que cerca de 50% cresce para dentro e 50% para fora. A compensação dimensional ou o mascaramento são aplicados a elementos críticos para manter tolerâncias rigorosas.
-
A usinagem CNC de alumínio está em conformidade com as normas ISO 2768 ou ASME?
Sim. A usinagem CNC de alumínio geralmente segue a norma ISO 2768-m/f para tolerâncias gerais e a ASME Y14.5 para GD&T, a menos que especificado de outra forma no desenho.
-
Qual liga de alumínio é a melhor para usinagem CNC?
A liga 6061 é a mais utilizada devido à sua excelente usinabilidade e custo-benefício. Outras opções incluem a 7075 para alta resistência, a 2024 para resistência à fadiga, a 5052 para resistência à corrosão e a 6063 para melhor acabamento superficial e condutividade térmica.
-
Quais serviços de usinagem de alumínio e soluções de fresagem estão disponíveis?
Os serviços incluem fresagem CNC de 3 a 5 eixos, torneamento CNC, usinagem de torneamento e fresamento, prototipagem rápida, produção em baixo volume e em lotes, otimização DFM e acabamento de superfície.
-
É possível combinar a fabricação de chapas metálicas com a usinagem CNC de alumínio?
Sim. A fabricação de chapas metálicas e a usinagem CNC de alumínio podem ser combinadas para produzir conjuntos completos, como gabinetes, estruturas e módulos estruturais, melhorando a consistência e reduzindo o prazo de entrega.
