| Liga de cobre | Condutividade (% IACS) | Classificação de usinabilidade | Força típica | Aplicações principais |
|---|---|---|---|---|
| C11000 (ETP Cobre) | >100% | 20% (Goma) | Médio | Barramentos, Contatos Elétricos, Dissipadores de Calor |
| C10100 (OFC) | >101% | 20% | Médio | Semicondutores, Alto Vácuo, Aceleradores de Partículas |
| C36000 (Latão de Corte Livre) | ~28% | 100% (Referência) | Bom | Conexões, válvulas e peças usinadas com precisão. |
| C26000 (70/30 Latão) | ~28% | 30% | Médio-Alto | Componentes de munição, fixadores, ferragens decorativas |
| C93200 (Bronze para Mancais) | ~12% | 70% | Alto | Rolamentos, buchas e arruelas (SAE 660) |
| C95400 (Bronze de Alumínio) | ~13% | 20% (Difícil) | Muito alto | Engrenagens reforçadas, ferragens náuticas, placas de desgaste |
Serviços de usinagem CNC de precisão em cobre e latão | Peças de cobre personalizadas
A Rapid Model oferece componentes personalizados em liga de cobre. Os serviços abrangem prototipagem rápida e produção em massa. Técnicas de processamento especializadas garantem desempenho ideal para aplicações críticas. Envio internacional disponível com opções expressas.

10+
Máquinas dedicadas
5 a 10 dias
Prazo de entrega típico
12 horas
Orçamento especializado
98%
Retenção de condutividade
Tolerância Dimensional
±0,01 mm
Conseguido com ferramentas especializadas para materiais pegajosos e compensação térmica em tempo real.
Acabamento da superfície
Ra ≤ 0,8 μm
Essencial para contatos elétricos, blindagem de radiofrequência e superfícies de vedação de alto vácuo.
Qualidade e Rastreabilidade
ISO 9001:2015
Certificação completa dos materiais (C10200, C36000, etc.) e teste de condutividade de 100% para peças críticas.
Experiência em usinagem de cobre
Capacidade de usinagem CNC de precisão em cobre e latão
Soluções especializadas para componentes de cobre de alta condutividade, gerenciamento térmico e resistência complexa à corrosão.
Precisão para peças elétricas
Usinagem de barramentos, conectores e terminais com tolerâncias rigorosas para manter uma condutividade IACS superior a 98%.
- Usinagem de baixo estresse
- Bordas sem rebarbas
Usinagem por solução térmica
Fabricação de dissipadores de calor complexos, placas frias e difusores com geometria e planicidade de aletas otimizadas.
- Aletas de alta relação de aspecto
- Pronto para brasagem a vácuo
Do protótipo à produção
Prototipagem CNC rápida para componentes de RF, guias de onda e eletrodos EDM em 2 a 5 dias.
- DFM para Cobre
- Recomendações sobre a qualidade do material
Peças de cobre de alto volume
Produção eficiente de conexões de latão, componentes de encanamento e ferragens decorativas com qualidade consistente.
- Usinagem de parafusos suíços
- Desbarbamento automatizado
Usinagem multieixos avançada
Capacidade de usinagem em 5 eixos para componentes complexos de cobre de peça única, como bobinas de indução e blocos de bicos.
- Eficiência de configuração única
- Acabamentos de contorno suaves
Gama completa de ligas de cobre
- Correspondência de propriedades da liga
- Relatórios de fábrica certificados
Nosso trabalho em cobre
Galeria de peças usinadas em CNC de cobre e latão
Explore nossos componentes de liga de cobre usinados com precisão e obtenha suas peças de cobre personalizadas.

Peças de cobre da válvula

Peças de parafuso de cobre

Diversas peças protótipo em cobre

Peças de liga de cobre para válvulas
Guia de Seleção de Ligas de Cobre
Materiais comuns utilizados pela Rapid Model para usinagem.
Seis dos materiais de cobre mais utilizados na usinagem CNC, selecionados por sua condutividade, usinabilidade, resistência e resistência ao desgaste.
Materiais
Guia de Materiais para Peças de Cobre Personalizadas
Cobre de alta condutividade
- C11000 (ETP / T2 Cobre): Excelente condutividade elétrica e térmica, amplamente utilizado em eletrodos e barramentos.
- C10100 (Cobre isento de oxigênio): Cobre de altíssima pureza para componentes de vácuo, aeroespaciais e semicondutores.
Latão de usinagem livre
- C36000 (Latão de Corte Livre / H59): Excelente usinabilidade, material padrão para conexões, eixos e fixadores.
- C26000 (Cartucho de Latão / H70): Boa resistência e conformabilidade, adequado para peças decorativas e de paredes finas.
Bronze e ligas de alta resistência
- C93200 (Bronze de Estanho / SAE 660): Excelente resistência ao desgaste, comumente utilizado em buchas e rolamentos.
- C95400 (Bronze de Alumínio): Alta resistência e resistência à corrosão, ideal para componentes marítimos e de válvulas.
Nossos processos
Processos de usinagem CNC específicos para cobre
Utilizamos técnicas e ferramentas especializadas para superar os desafios da usinagem de ligas de cobre, como a viscosidade do material e a sensibilidade ao calor, a fim de fornecer componentes de precisão com qualidade de superfície impecável.
Fresagem de cobre de precisão
Ferramentas especializadas, afiadas e polidas, e estratégias de alta velocidade para evitar a aderência de materiais e obter acabamentos finos em componentes elétricos e térmicos.
Ferramentas afiadas
Acabamentos Finos
Controle de rebarbas
Usinagem CNC de latão e cobre
Usinagem especializada de hastes e barras em conectores, acessórios e eixos, com ferramentas acionadas para furação transversal e fresagem de componentes.
Barras e varetas de estoque
Ferramentas ao vivo
Excelente quebra de batata frita
Acabamento e revestimento
Serviços pós-usinagem, incluindo polimento, revestimento (níquel, prata, ouro, estanho), passivação e tratamentos anti-oxidação.
Galvanização
Polimento
Passivação
Aplicações industriais
Usinagem CNC de cobre: desafios e soluções da indústria
- Eletrônica de potência
- Automotivo (Elétrico/Híbrido)
- Semicondutor
- Telecomunicações e RF
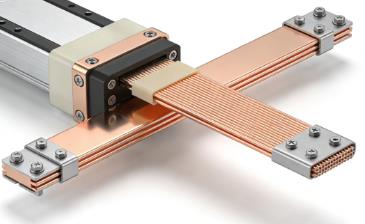
Especificações do projeto
- MaterialC11000 (ETP Cobre)
- Especificações principaisCondutividade IACS >99%
- Tolerâncias±0,1 mm nas posições das ranhuras
Conjunto de barramento do inversor de alta corrente
O Desafio Técnico
O principal desafio foi manter extrema precisão dimensional em uma placa de cobre grande e fina, preservando ao mesmo tempo sua máxima condutividade elétrica. Qualquer excesso de calor ou endurecimento por deformação durante a usinagem poderia degradar a condutividade. Além disso, os sulcos longos e estreitos para os módulos de potência exigiam precisão absoluta e bordas sem rebarbas para evitar curtos-circuitos.
Nossa solução de engenharia
Utilizamos uma combinação de fresas de topo de metal duro afiadas e polidas e uma estratégia de fresamento de alta velocidade e baixa profundidade de corte para minimizar o calor e o endurecimento por trabalho. A peça foi fixada utilizando uma placa de vácuo personalizada para evitar distorções de fixação. Uma passada final de rebarbação na máquina com uma ferramenta especializada garantiu que todas as bordas das ranhuras ficassem lisas e seguras. Testes de condutividade pós-usinagem confirmaram uma retenção de IACS superior a 99%.
>99% IACSCondutividade
Sem rebarbasBordas de encaixe
0,2 mmPlanicidade
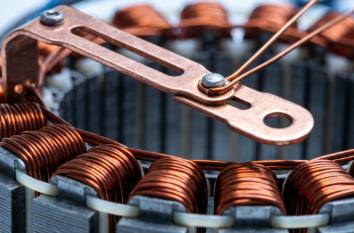
Especificações do projeto
- MaterialBarra retangular de cobre puro
- GeometriaForma curvada 3D complexa
- ExigênciaCaracterísticas finais de precisão
Grampo de cabelo do estator do motor EV (usinagem de pré-formação)
O Desafio Técnico
Os grampos de cabelo de cobre bruto são dobrados em formas 3D complexas após a usinagem. O desafio era usinar as características de encaixe precisas (chanfros, ranhuras, perfis) nas extremidades da barra de cobre retangular e macia. antes o processo de curvatura. Os detalhes usinados tinham que estar perfeitamente posicionados para que, após a curvatura, todos os grampos de cabelo se alinhassem corretamente na pilha do estator.
Nossa solução de engenharia
Desenvolvemos um dispositivo de fixação multiestágios dedicado que prendia com segurança a barra retangular nos pontos de referência exatos utilizados pela máquina de dobra. Utilizando usinagem sincronizada de 3+2 eixos, usinamos ambas as extremidades em uma única configuração, garantindo simetria perfeita e precisão posicional. Demos especial atenção à geometria da ferramenta para evitar rebarbas que pudessem interferir no processo de isolamento subsequente.
±0,03 mmLocalização
EspelhoSimetria
ZeroInterferência de flexão
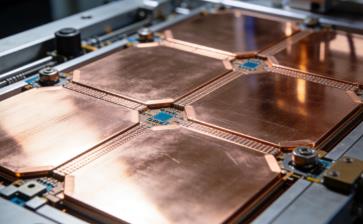
Especificações do projeto
- MaterialC10100 (Cobre isento de oxigênio)
- SuperfícieAcabamento super espelhado
- LimpezaCompatível com alto vácuo
Componente para manuseio de wafers semicondutores
O Desafio Técnico
A peça exigia um acabamento superficial de Ra < 0,05 μm (super-espelho) em grandes áreas planas, o que é extremamente difícil em cobre macio e dúctil, pois este risca facilmente e mostra marcas de ferramentas. Além disso, a peça tinha que estar completamente livre de óleos, impressões digitais e partículas incrustadas para evitar contaminação no ambiente de alto vácuo da ferramenta semicondutora.
Nossa solução de engenharia
A usinagem foi realizada em uma área limpa e controlada. Utilizamos ferramentas de torneamento de diamante monocristalino em um torno/fresadora de ultraprecisão para obter o acabamento espelhado diretamente da máquina, minimizando o pós-processamento. Todo o processo utilizou apenas fluidos de corte semi-aquosos de alta pureza, que foram completamente removidos em um processo final de limpeza ultrassônica em múltiplos estágios com solventes especializados, seguido por secagem a vácuo e embalagem em sala limpa classe 100.
Ra < 0,05 μmTerminar
Classe 100Embalagem
ZeroParticulado

Especificações do projeto
- MaterialC36000 Latão, Niquelado
- CaracterísticasOrifícios profundos de pequeno diâmetro
- ExigênciaControle de Impedância
Corpo do conector RF de alta frequência
O Desafio Técnico
A peça exigia diâmetros internos e acabamentos superficiais extremamente precisos para manter uma impedância característica específica (por exemplo, 50 ohms). A perfuração de furos profundos e de pequeno diâmetro em latão com uma alta relação comprimento/diâmetro apresentava o risco de deflexão da ferramenta e acabamento superficial ruim. Quaisquer arranhões internos ou variações de diâmetro causariam reflexão e perda de sinal, degradando o desempenho em frequências de GHz.
Nossa solução de engenharia
Utilizamos uma combinação de furação profunda para garantir a retidão dos furos, seguida de mandrilamento e brunimento de precisão para atingir o diâmetro e o acabamento superficial finais. O processo foi rigorosamente controlado com medições durante a execução. As superfícies internas foram então micropolidas antes da niquelagem para assegurar um caminho condutor impecável e de baixa perda. Testes de impedância em peças de amostra verificaram o desempenho.
50Ω ±1Impedância
Ra 0,4 μmAcabamento interno
< -30 dBRetorno Perda
Guia de Propriedades dos Materiais
Comparação de ligas de cobre para usinagem CNC
Compare propriedades importantes como condutividade, usinabilidade, resistência e resistência à corrosão para selecionar a melhor liga de cobre para sua aplicação.
- Comparação de desempenho
- Temperamento e Condição
- Revestimento e Galvanoplastia
- Design para cobre
| Liga | Temperamentos/Estados Comuns | Limite de Escoamento (MPa) Típico | Dicas de usinagem |
|---|---|---|---|
| C11000 / C10100 | H02 (1/2 Difícil), H04 (Difícil) | 250-350 | Altas velocidades, ferramentas afiadas. Use H04 para uma quebra de cavacos mais limpa. |
| C36000 | H02 (1/2 Difícil) | 200-310 | Padrão industrial em termos de usinabilidade. Excelente acabamento superficial. |
| C26000 | H02 (1/2 Duro), Recozido | 110-380 | Propenso a produzir cavacos fibrosos; requer quebra-cavacos. Ótimo para conformação a frio. |
| C93200 | Elenco / M07 | 125-170 | Contém chumbo para autolubrificação; funciona muito bem em máquinas. |
| C95400 | Fundido, tratado termicamente (TQ50) | 300-500 | Muito resistente/abrasivo. Requer ferramentas de metal duro e configurações rígidas. |
| Liga de cobre | Capacidade de polimento | Niquelagem | Banho de prata/ouro | Notas |
|---|---|---|---|---|
| C11000 / C10100 | Excelente | Excelente | Excelente | A alta pureza permite uma adesão superior na galvanoplastia. |
| C36000 / C26000 | Excelente | Excelente | Excelente | Comumente usado para acabamentos decorativos. O C26000 é mais dúctil. |
| C93200 (Bronze) | Bom | Justo | Justo | A natureza porosa do material pode afetar o revestimento; geralmente é usado sem revestimento, com óleo. |
| C95400 (Bronze de Alumínio) | Justo | Pobre | Pobre | Forma naturalmente uma camada protetora de alumina; difícil de revestir. |
| Fator de projeto | Diretriz Geral | Diretrizes de alta precisão | Raciocínio e Recomendação |
|---|---|---|---|
| Espessura mínima da parede | 0,5 mm | 0,8 mm | O cobre puro é macio; o C95400 é resistente, mas precisa de rigidez. |
| Cantos internos vivos | R ≥ 0,5 mm | R ≥ 1,0 mm | Reduz a formação de rebarbas em ligas dúcteis como C11000 e C26000. |
| Profundidade da rosca | 1.5 x Dia | 2.5 x Dia | O C36000 permite uma rosqueamento fácil; o C95400 requer machos de roscar reforçados. |
| Tolerância do furo | ±0,05 mm | H7 / G6 | Essencial para a montagem por pressão do rolamento C93200, a fim de garantir a folga adequada. |
Dica para seleção de materiais:
Escolher C11000/C10100 Para máxima condutividade elétrica/térmica. Para componentes usinados complexos onde a condutividade é secundária, C36000 Latão Oferece o menor custo devido às suas capacidades de usinagem de alta velocidade.
Resistência ao desgaste:
C93200 É a opção ideal para buchas padrão devido às suas propriedades antifricção. Para ambientes de alta carga e alto impacto, Bronze de alumínio C95400 Proporciona resistência mecânica superior e resistência à corrosão.
Nota de fabricação:
Os metais de cobre puro (C11000/C10100) são "pegajosos" durante a fresagem CNC; espere custos de rebarbação mais elevados em comparação com o C36000.
Processo simplificado
Suas peças de cobre, do orçamento à entrega.
Nosso processo dedicado a componentes de cobre garante o manuseio especializado desde a análise inicial do projeto até a inspeção final, assegurando peças que atendam às suas especificações elétricas, térmicas e mecânicas precisas.
01
Consulta e Orçamento
Compartilhe seu projeto CAD. Fornecemos um orçamento detalhado com recomendações de ligas metálicas e análises de DFM em poucas horas.
02
Finalização do projeto
Colaboramos para otimizar o projeto de usinagem de cobre, com foco na capacidade de fabricação e na funcionalidade.
03
Produção de Precisão
Suas peças são usinadas por especialistas usando parâmetros e ferramentas otimizados para cobre.
04
Rigoroso controle de qualidade
Inspeção dimensional, teste de condutividade (se necessário) e verificação do acabamento superficial.
05
Acabamento e Envio
Aplique o revestimento ou acabamento especificado, embale e envie com toda a documentação necessária.
Perguntas frequentes
Perguntas e respostas sobre usinagem CNC de cobre
-
Quais são os principais benefícios da usinagem CNC de peças de cobre?
As peças de cobre usinadas por CNC oferecem condutividade elétrica e térmica incomparáveis, excelente resistência à corrosão, propriedades antimicrobianas inerentes e boa usinabilidade para certas ligas, como o latão. São essenciais para distribuição de energia, gerenciamento térmico, componentes de radiofrequência e aplicações decorativas.
-
Qual liga de cobre é a mais fácil de usinar?
O C36000 (latão de corte livre) é o padrão da indústria em termos de usinabilidade, com classificação de 100%. Ele contém chumbo, o que melhora a formação de cavacos. Para opções sem chumbo com boa usinabilidade, considere o C46400 (latão naval) ou o C48500 (latão de usinagem livre com chumbo).
-
Como evitar rebarbas ao usinar cobre macio?
Utilizamos diversas estratégias: ferramentas afiadas e polidas com geometrias específicas; parâmetros de usinagem de alta velocidade e baixo avanço; ferramentas de rebarbação durante o processo; e processos secundários como o método de energia térmica (TEM), acabamento vibratório ou rebarbação química para obter bordas sem rebarbas, conforme especificado.
-
É possível usinar cobre puro (C11000) com tolerâncias rigorosas?
Sim. Embora o cobre puro seja maleável, conseguimos tolerâncias rigorosas (±0,01 mm é típico para características críticas) usando ferramentas afiadas especializadas, configurações rígidas, fluidos de corte controlados e estratégias de usinagem que minimizam o calor e a extração de material. Têmperas mais duras (como H04) geralmente permitem manter tolerâncias mais precisas do que o cobre recozido.
-
Quais são os acabamentos de superfície e revestimentos disponíveis para peças de cobre?
Os acabamentos incluem polimento, escovação e brunimento. As opções de revestimento são extensas: níquel (para dureza e barreira), prata (maior condutividade), ouro (resistência à corrosão para contatos), estanho (soldabilidade) e passivação (revestimento transparente anti-oxidação). Fornecemos recomendações com base na aplicação.
-
Vocês fornecem certificações de materiais para ligas de cobre?
Sim. Fornecemos rastreabilidade completa e relatórios de testes de materiais (MTRs/CofC) para todas as ligas de cobre, certificando a composição, têmpera e propriedades físicas. Para ligas de grau elétrico, também podemos fornecer relatórios de testes de condutividade mediante solicitação.
-
Quais são os setores industriais que mais utilizam componentes de cobre usinados por CNC?
Os principais setores incluem: Elétrica e Energia (barras de distribuição, conectores), Automotivo e Veículos Elétricos (componentes de bateria, cabos de interconexão), Telecomunicações (conectores de RF, guias de onda), Semicondutores (componentes de fixação, aquecedores), Hidráulica e Náutica (conexões, válvulas) e Aeroespacial (componentes condutores).
-
Usinar liga de cobre é mais difícil do que usinar cobre puro?
Sim, usinar ligas de cobre geralmente é mais desafiador do que usinar cobre puro. As ligas de cobre frequentemente contêm elementos adicionados que aumentam a dureza e a resistência, tornando o corte e a conformação mais complexos.
-
Quais fatores afetam a dificuldade de usinagem de ligas de cobre?
A dificuldade de usinagem depende de fatores como:
Composição da liga: Um maior teor de elementos de liga aumenta a dureza e a tenacidade.
Dureza do material: Ligas mais duras desgastam as ferramentas mais rapidamente.
Condutividade térmica: Uma condutividade baixa pode causar acúmulo de calor.
Ductilidade e tenacidade: esses fatores afetam a formação de cavacos e o desgaste da ferramenta.
Requisitos de acabamento superficial: Tolerâncias mais rigorosas exigem usinagem mais precisa.
