Princípios e processos de usinagem por eletroerosão a fio

A eletroerosão a fio, também conhecida como EDM a fio ou WEDM, é um processo de alta precisão usado para cortar materiais condutores de eletricidade. Ao contrário da fresagem ou do torneamento, a EDM a fio não depende de força de corte mecânica. Ela remove material por meio de faíscas elétricas controladas, geradas entre um fio fino em movimento e a peça de trabalho. Soluções de usinagem GF A eletroerosão a fio (EDM) é descrita como um processo no qual uma faísca elétrica é criada entre duas partes condutoras: o fio de corte e o material a ser removido.
Isso torna a eletroerosão a fio valiosa para metais duros, estruturas finas, cantos internos agudos e perfis complexos que são difíceis de usinar com ferramentas de corte padrão. Makino Observa-se que a eletroerosão (EDM) é adequada para materiais condutores de qualquer dureza e é útil quando a fresagem convencional atinge seus limites. Para os setores aeroespacial, de dispositivos médicos, automotivo, robótica, ferramentas e equipamentos industriais, a eletroerosão a fio é frequentemente escolhida quando a precisão, a dureza do material e a geometria são mais importantes do que a alta velocidade de remoção de material.
Em Modelo Rápido, uma fábrica de manufatura de precisão localizada em Shenzhen, na China, utiliza eletroerosão a fio em conjunto com usinagem CNCA Rapid-Model oferece serviços de usinagem CNC, incluindo torneamento, fresagem, retificação, fabricação de chapas metálicas, impressão 3D e acabamento de superfícies, para dar suporte a projetos de protótipos e produção de baixo volume. O serviço de usinagem CNC da Rapid-Model destaca-se pela capacidade de tolerância de até ±0,005 mm. ISO 9001 Gestão da qualidade.
Como funciona a eletroerosão a fio
O princípio básico da eletroerosão a fio é a erosão por faísca. Um eletrodo de fio fino, geralmente de latão ou latão revestido, move-se continuamente ao longo de um percurso CNC programado. O fio e a peça de trabalho são separados por um espaço muito pequeno e alinhados com o material. fluido dielétrico, geralmente água deionizada. Quando uma tensão é aplicada, ocorre uma descarga elétrica através do espaço entre os eletrodos. A faísca gera calor intenso e localizado, derretendo ou vaporizando uma quantidade microscópica de material.
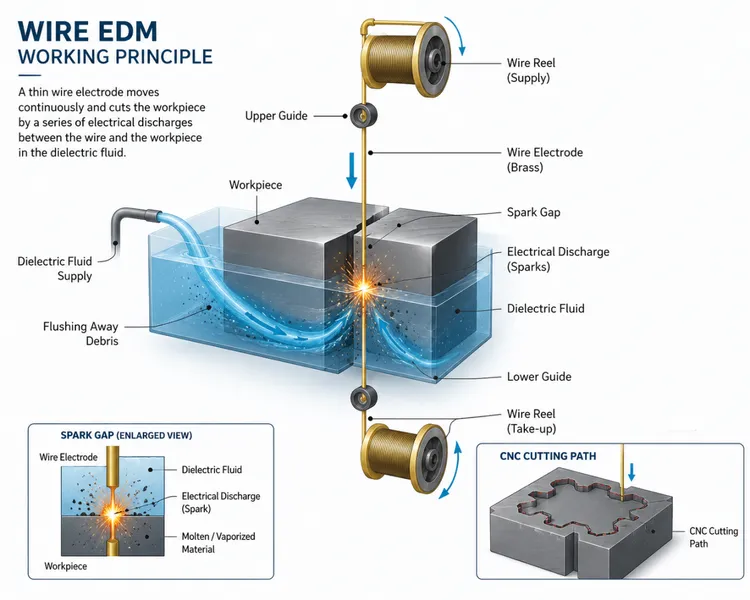
O fio nunca entra em contato físico com a peça. Após cada descarga, o fluido dielétrico resfria a área de corte e remove as partículas erodidas. Esse ciclo se repete milhares de vezes por segundo, criando gradualmente a forma desejada. Como não há pressão de corte direta, a eletroerosão a fio (EDM) permite produzir detalhes delicados com o mínimo de estresse mecânico ou distorção.
Principais etapas do processo de eletroerosão a fio
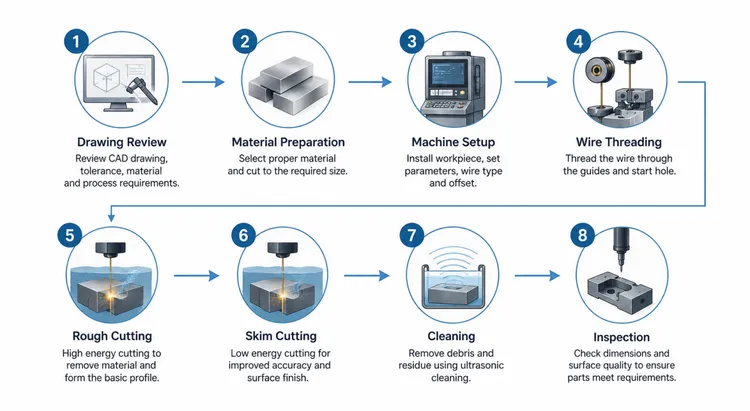
Revisão de projeto
Todo projeto de eletroerosão a fio começa com uma análise do desenho, modelo CAD, material, espessura, tolerância, acabamento superficial e requisitos funcionais. Os engenheiros confirmam se a peça é adequada para eletroerosão ou se o processo de usinagem CNC ou retificação deve ser combinado.
A eletroerosão a fio é ideal para cortes passantes, ranhuras estreitas, perfis de precisão, materiais endurecidos e geometrias internas complexas. No entanto, o material deve ser condutor e os perfis internos geralmente exigem um furo inicial para a passagem do fio.
Configuração da máquina
A peça de trabalho é fixada com segurança na mesa da máquina. Embora a eletroerosão a fio gere uma força de corte muito pequena, uma fixação estável ainda é importante para a precisão. O operador seleciona o tipo de fio, o diâmetro do fio, a condição do dielétrico, a pressão de lavagem, a estratégia de corte e os parâmetros de descarga.
A máquina também aplica compensação de deslocamento do fio, pois o percurso de corte real é mais largo que o diâmetro do fio.
Corte e Acabamento
A primeira passada é normalmente um corte de desbaste, que remove o material principal e forma o perfil básico. O corte de desbaste utiliza maior energia de descarga e taxas de avanço mais rápidas, sendo, portanto, eficiente, mas podendo deixar uma superfície mais áspera e uma pequena camada afetada pelo calor.
Uma lavagem estável é crucial, pois a remoção inadequada de detritos pode reduzir a precisão ou causar a quebra do fio.
Após o desbaste, um ou mais cortes de acabamento melhoram a precisão dimensional e a qualidade da superfície. Os cortes de acabamento removem apenas uma pequena quantidade de material com menor energia de descarga. Eles ajudam a reduzir a rugosidade da superfície, remover a camada refundida e aproximar a peça da tolerância final.
Após a usinagem, as peças são limpas e inspecionadas utilizando micrômetros, medidores de altura, equipamentos CMM e medidores de rugosidade superficial.
Vantagens da eletroerosão a fio
A eletroerosão a fio (EDM) pode cortar materiais condutores duros, como aço ferramenta temperado, aço inoxidável, ligas de titânio, carboneto, ligas de cobre e ligas de níquel. Isso é útil quando as peças precisam ser tratadas termicamente antes da usinagem final.
Como o processo é sem contato, praticamente não há força de corte mecânica. Isso ajuda a proteger paredes finas, detalhes delicados e peças que podem se deformar durante a usinagem convencional.
A eletroerosão a fio também pode produzir cantos internos nítidos, ranhuras estreitas, raios pequenos, contornos complexos e perfis passantes de alta precisão. Isso a torna adequada para ferramentas, moldes, dispositivos de fixação, medidores e peças de produção de precisão.
Limitações da eletroerosão a fio
A eletroerosão a fio é poderosa, mas nem sempre é a opção mais econômica. Ela só funciona em materiais condutores de eletricidade. Plásticos não condutores, cerâmicas e compósitos não podem ser usinados por eletroerosão a fio convencional.
Em geral, também é mais lento do que a fresagem CNC para formas simples em materiais macios, como o alumínio. Se uma peça tiver geometria simples e não exigir perfis internos agudos ou tolerâncias extremamente rigorosas, a fresagem CNC pode ser mais rápida e econômica.
Outra limitação é a geometria. A eletroerosão a fio é usada principalmente para cortes passantes, não para cavidades cegas ou cavidades 3D. Se uma peça exigir cavidades profundas, roscas, grande remoção de material ou superfícies complexas de forma livre, a fresagem CNC ou a eletroerosão por penetração podem ser mais adequadas.
Aplicações comuns
A eletroerosão a fio é amplamente utilizada para peças de precisão que exigem tolerâncias rigorosas e perfis complexos. As aplicações comuns incluem insertos de moldes, matrizes de estampagem, matrizes de extrusão, engrenagens, estrias, rasgos de chaveta, componentes médicos, peças aeroespaciais, componentes automotivos, dispositivos de inspeção, gabaritos, dispositivos de fixação e peças metálicas finas.

Em muitos projetos, a eletroerosão a fio e a usinagem CNC trabalham em conjunto. A fresagem CNC pode remover grandes quantidades de material e criar características gerais, enquanto a eletroerosão a fio é usada para perfis críticos, cantos vivos e cortes de alta precisão.
Essa abordagem combinada pode melhorar a precisão, reduzir o risco e controlar o custo total de fabricação.
Por que trabalhar com a Rapid-Model?
A Rapid-Model oferece suporte completo à fabricação para clientes globais, desde a prototipagem até a produção de baixo volume. Nossas capacidades incluem usinagem CNC, eletroerosão a fio, retificação de precisão, fabricação de chapas metálicas, impressão 3D, moldagem por injeção, fundição sob pressão, acabamento superficial e inspeção de qualidade.
Para projetos de eletroerosão a fio, nossa equipe de engenharia pode analisar seus desenhos e recomendar um processo viável com base em material, tolerância, geometria, prazo de entrega e custo.
Conclusão
A usinagem por eletroerosão a fio (WEDM) é um processo preciso e sem contato que remove material condutor por meio de erosão controlada por faíscas elétricas. É especialmente útil para materiais duros, perfis complexos, detalhes internos agudos e peças que não toleram o estresse do corte mecânico.
Quando aplicada corretamente, a eletroerosão a fio (EDM) ajuda os engenheiros a produzir componentes confiáveis e de alta qualidade para aplicações industriais exigentes. Para projetos que envolvem metais duros, ranhuras estreitas, paredes finas ou tolerâncias rigorosas, Modelo Rápido Pode ajudar a avaliar o processo correto e fornecer suporte de fabricação de precisão, desde a revisão de engenharia até a entrega final.